「デブリ取り出しツール」の版間の差分
Kurata Masaki (トーク | 投稿記録) |
Kurata Masaki (トーク | 投稿記録) |
||
| (同じ利用者による、間の150版が非表示) | |||
| 1行目: | 1行目: | ||
ここでは、TMI- | ここでは、TMI-2事故炉からのデブリ取り出し方針の決定の概略と、それに基づいて設計されたデブリ取り出し用の様々なツールと、デブリ取り出し進捗にともなって行われた改良や新たなシステムの導入についてまとめる。 | ||
== デブリ取り出し工法の決定[参考文献2] == | == デブリ取り出し工法の決定[参考文献2] == | ||
| 37行目: | 37行目: | ||
* 長尺ツールの設計では、炉心デブリが、冷却水水位の下約1.2mより上に吊り上げられないようにする(#作業員の被ばく対策)。 | * 長尺ツールの設計では、炉心デブリが、冷却水水位の下約1.2mより上に吊り上げられないようにする(#作業員の被ばく対策)。 | ||
=== キャパシティ、スループット | === キャパシティ、スループット === | ||
* デブリを満載した収納缶の総重量は、最大で約1.27トン | * デブリを満載した収納缶の総重量は、最大で約1.27トン | ||
| 68行目: | 68行目: | ||
* 建屋内監視系、モニター系を拡張 | * 建屋内監視系、モニター系を拡張 | ||
=== | === その他の仕様 === | ||
* Canal最深部からの冷却水リークがないことを24時間監視(#ダムから作業空間へのリーク) | * Canal最深部からの冷却水リークがないことを24時間監視(#ダムから作業空間へのリーク) | ||
| 452行目: | 452行目: | ||
|原子力安全対象物 | |原子力安全対象物 | ||
|} | |} | ||
== 炉心部デブリ取り出しの進捗、ツールの開発と改良 [参考文献16] == | |||
TMI-2でのデブリ取り出しでは、様々なシステムやツールが開発・導入された。以下で、様々なシステムやツールごとに概要を紹介するが、その前に、デブリ取り出しの進捗・経緯について、概要をまとめる[16]。あらかじめ、どのようなシステムやツールがどのように利用されたのかを、理解しておくことで、各論についても理解しやすくなると思われる。 | |||
まず、大きな進捗は、1982.7月に実施された<span style="color:blue">'''Quick Look調査'''</span>であった[3]。これにより、炉心上部が崩落して上部ルースデブリ層として堆積し、また、炉心周辺部には破損した燃料集合体が残留していることが確認された。また、上部プレナム構造物がほとんど損傷していないことが確認された。WH社がデブリ取り出し工法開発の請負機関に選定され、第一案として、マニュアルで長尺ツールを操作し、原子炉圧力容器内でデブリを収納缶内に回収する工法(<span style="color:blue">'''Pick-and-Place工法'''</span>)が、第二案として、遠隔操作ロボットにより原子炉圧力容器内でデブリを破砕して、真空吸引により外部に搬出する工法が検討された。上述したように、汚染範囲や汚染水処理量の抑制、装置の信頼性やメンテナンス性、作業員被ばく量の抑制、次の段階でのデブリ取り出しの柔軟性確保、などの観点が重視され、1984.5に、燃料移送Canalを水没させず、作業員が圧力容器の上から、長尺ツールで作業する<span style="color:blue">'''Dry-Lift工法'''</span>が採用された[11]。また、観測されたデブリの形態に対応させて、3タイプのデブリ収納缶(<span style="color:blue">'''Fuel, Knockout, Filter'''</span>)が開発された。デブリ回収方法としては、長尺ツール(<span style="color:blue">'''Gripper, Shearer, Digger'''</span>など)で、デブリを直接収納缶内に回収する<span style="color:blue">'''Pick-and-Place工法'''</span>と、約5mm以下のサイズの粒子デブリが90%以上を占めていたことから開発された<span style="color:blue">'''真空吸引システム'''</span>が併用された。長尺ツールや真空吸引システムの作業場所として、遮蔽つきの回転作業プラットフォーム(<span style="color:blue">'''SWP: Shielded Working Platform'''</span>)が導入され、また、冷却水中の微粒子や溶存FPを連続処理する循環処理システム(<span style="color:blue">'''DWCS: Defueling Water Cleanup System'''</span>)が導入された。デブリを装荷した収納缶は、設置されていた燃料集合体移送システムが改良され、遮蔽ベルや収納缶ハンドリングシステムが増設されて、燃料移送システム(<span style="color:blue">'''FTS: Fuel Transfer System'''</span>)により、原子炉建屋から隣接する燃料取り扱い建屋の使用済み燃料プールに移送されることとなった。作業員はSWP上で作業を行い、コントロールルームに常駐している燃料取り扱いシニア原子炉運転員(FHSRO: Fuel Handling Senior Reactor Operator)がビデオ画面で作業全体を関しつつ、作業を監督する体制が採用された。また、作業員の熟練が重視され、実機同等規模での燃料取り出し試験モックアップ装置(<span style="color:blue">'''DTA: Defueling Test Assembly'''</span>)が設置され、作業員の訓練と様々なシステムやツールの機能確認試験が行われた。 | |||
1985.10月に、燃料デブリ取り出しが開始された。SWP上とコントロールルームに作業員が配置され、<span style="color:blue">'''FHSRO: Fuel Handling Senior Reactor Operator'''</span>(6人の交代制)がコントロールルームでモニター画面を監視して、現場作業員に音声指示を与えた。デブリ取り出しの初期フェーズでは、ルースデブリ上に崩落していた上部端栓、スパイダー、破砕燃料棒などの移動と収納缶への回収が行われた。<span style="color:blue">'''重量/軽量タイプのフックツール'''</span>が主に使用された。これにより、炉心中央上部に<span style="color:blue">'''単管用の収納缶ブラケット'''</span>を挿入する空間が確保された。あわせて、収納缶上部に1.83m厚の水遮蔽が配置されることとなった。 | |||
1985.12月までに、上部ルースデブリと周辺燃料集合体の回収作業が進められた。複数収納缶用の収納缶位置決めシステム(<span style="color:blue">'''CPS: Canister Positioning System'''</span>)が装荷され、シャーリングで切断された周辺燃料集合体や、瓦礫状のデブリが回収された。主に使用されたツールは、<span style="color:blue">'''重量タイプのシャーリング、3点支持グリッパー、トング'''</span>であった。作業はカメラシステムで連続監視された。CPSの回転を妨害する位置にあった、周辺残留燃料集合体4体が引き倒されて切断された。上部端栓もいくつか回収された。一方で、上部端栓の多くは大きく破損して変形しており、また、いくつかは互いに溶着していたため、Fuel収納缶に入らなかった。<span style="color:blue">'''打撃チゼル付きスライドハンマー'''</span>(44kg重量)が開発され、分離のために使用された(#公開図面なし)。打撃作業では、<span style="color:blue">'''収納缶シールカバー'''</span>がカナトコとして利用された。 | |||
1986.1月に、主な障害物が撤去された後で、<span style="color:blue">'''真空吸引システム'''</span>の現地テストが開始された。しかし、様々なサイズの瓦礫デブリが混在していたため、真空吸引作業はしばしば妨害された。ウォータージェットシステムで瓦礫デブリを巻き上げるなどの対策が行われ、回収速度は向上したが、真空吸引システムは1986.4月以降は使用されなかった。代替方策として、Pick-and-place工法を優先する決定がなされた。以降は、収納缶4体/週ペースでデブリ回収が進められた。同時に、上部端栓の回収も進捗した。しかし、このころから、<span style="color:blue">'''微生物による水質悪化が発生'''</span>した。冷却水の透明度がほとんど失われ、上部端栓の回収が妨害された。微細物繁殖の原因は、炭素系の油圧媒体の水中リーク、適度の水温、光源の存在が重なったためと推定された。そこで、1986.2月に、デブリ取り出し作業がいったん中断された。この段階で、<span style="color:blue">'''DWCS'''</span>はすでに稼働していたが、つまりが多く発生し、課題となっていた。フィルター廃棄物の貯蔵場所が限られていたために、複数のフィルターのテストが行われた。当初用いられていた、珪藻土のプール用フィルターは効果が限定的であった。代替として、砂フィルター、珪藻土フィルター、Bagフィルター、遠心分離、凝固剤によるコーティングなどが試された。最も有効だったのは、過酸化水素(殺生物剤)の定期的な投入であった。さらに、油圧媒体を無機系に交換し、コロイド成分の凝固剤が使用された。これらの対策により、1987年第一四半期までには、水質が改善した。 | |||
しかし、1986.2月時点では、冷却水透明度がほとんどなく、デブリ取り出しは<span style="color:blue">'''ブラインド作業'''</span>で継続された。さいわいな事に、透明度がほぼ失われる前に、上部端栓の大部分は回収できていたので、真空吸引系ではなく、主に<span style="color:blue">'''スペードバケツを利用したPick-and-Place工法'''</span>によりデブリ回収が継続された。1986.2月から4月にかけては、収納缶9体/週のペースでデブリ回収された。ブラインド作業用に、収納缶上に設置する<span style="color:blue">'''漏斗型ツール'''</span>が製作された。ここまでに、10トン以上のデブリ(上部ルースデブリの大半)が回収され、回収作業はいったん中断された。 | |||
1986.5月からは、水質浄化プログラムが6週間の期間で行われた。ここでは、圧力容内壁のブラッシング(付着有機物の除去)、過酸化水素の添加。水泳プールで使う砂フィルターの投入が行われ、透明度15cmくらいまで回復した。並行して、次段階のデブリ回収で対象となる<span style="color:blue">'''ハードクラスト層の破砕'''</span>のため、新たに<span style="color:blue">'''スペードバケツ(digger)、トング、油圧チゼル'''</span>が設計された。これらのツールにより、かなりの重量物が吊り上げられたが、大型デブリがバケツの歯にはさまり、吊り上げ中のこぼれが多く発生するという課題があった。また、トングツールでは重い瓦礫は保持できず、油圧チゼルはデブリ破砕にあまり有効でなかった。これらの作業中に水質が再び悪化して、透明度ほぼゼロとなったため、油圧チゼルによるハードクラスト層破砕作業は中止され、<span style="color:blue">'''コアボーリングを優先'''</span>することが決定された。 | |||
1986.7月、コアボーリング調査が行われた。6.4cm径x2m長のサンプルが9本回収された。下部炉心支持構造物(<span style="color:blue">'''LCSA: Lower Core Support Assembly'''</span>)からもわずかにサンプルが回収された。ボーリング孔の内面はケーシングで保護され、その開口部を利用して下部プレナム領域のビデオ調査が行われた。これらの調査により、下部プレナムには溶融・凝固デブリが小山状に堆積していること、炉心部には溶融・凝固層が漏斗状に堆積していること、炉心下部には切り株燃料集合体が残留していること、一方で、下部端栓やLCSAはほとんど損傷が見られないこと、などが明らかになった。 | |||
ボーリング調査後に、<span style="color:blue">'''油圧チゼル、重量ウェッジ、クラスト打撃ツール'''</span>(135kg)などが投入されたが、溶融・凝固層を効率的に破砕できず、デブリ破砕量は、4週間で11トンにとどまった。そこで、ボーリング装置の再投入が決定され(9月)、1986年10月~11月に、<span style="color:blue">'''デブリのスイスチーズ化作業'''</span>が行われることとなった。コアボーリング装置の先端ビットが平面タイプに交換され、炉心中央部の2.4m径範囲で総計421回の破砕ボーリングが行われた。ボーリング作業では、溶融・凝固層が切り株燃料の直上まで掘削された。スイスチーズ化作業の前に、残留していた上部端栓が、特製の遮蔽容器あるいはFuel収納缶にすべて撤去された(#一部は相互に融着してFuel収納缶に入らなかったため、特製のドラムに収納された)。デブリ破砕後に、Pick-and-place工法でのデブリ回収が再開された。しかし、あまり回収速度が上がらなかった。透明度は<2cm以下にとどまっており、ブラインド作業では、大型のデブリ片によりスペードバケツ侵入が阻止された。そこで、デブリ取り出し作業が再び中断された。 | |||
冷却水フィルター系が改良され、透明度が改善された。改善された水質条件で、ビデオ調査とTopography調査が行われ、スイスチーズ化された領域の外側に、リング状の固い層が残っていることが確認された(<span style="color:blue">'''馬蹄形リング構造'''</span>)。凝集物の一部は、炉心中央に崩落していた。この崩落物はとても固く、重量は1.2トン以上あった。また、デブリ破砕作業は不完全で、ドリルビットの破砕物や破砕不十分の瓦礫状デブリが残留していることが確認された。初期に有効だったデブリ破砕ツールは、この凝集物には歯が立たなかった。そこで、新たに、<span style="color:blue">'''肉厚の漏斗ツール'''</span>が製作された(2.54cm厚)。198kg<span style="color:blue">'''スライドハンマー'''</span>と3.6m長の<span style="color:blue">'''チゼルビット'''</span>との組み合わせで、収納缶の上に配置された漏斗ツールの上にデブリ瓦礫を置き、ジブクレーンでスライドハンマーを吊り上げ、デブリは打撃破砕された。障害物であった大型瓦礫デブリが回収された後には、粒子デブリがスペードバケツで回収され、デブリ回収速度が改善された(約6.7トン/週)。 | |||
炉心部の破砕されたデブリの回収の後、残っていた周辺燃料集合体が引き倒された。この段階でのデブリ回収技術は、上部端栓を<span style="color:blue">'''グラッパー'''</span>でつかんで引き抜き(作業中に、上部端栓は燃料集合体本体から分離)、<span style="color:blue">'''重量タイプのパーティングウェッジ'''</span>を燃料棒の隙間にいれて押し広げ、あるいは、ハードクラスト上の燃料集合体を<span style="color:blue">'''重量タイプのシャーリング'''</span>で切断、<span style="color:blue">'''Pole Snarer'''</span>や<span style="color:blue">'''スペードバケツで'''</span>、デブリ回収しFuel収納缶に装荷という方式であった。重たい瓦礫デブリ、端栓、破砕燃料棒などは、収納缶内での充填率が低かったため、充填率を上げるために微粒子デブリを詰め込む必要が発生した。そこで、粒子デブリの回収システム(<span style="color:blue">'''エアリフト:Airlift'''</span>)が開発された。取り出し初期に利用された<span style="color:blue">'''真空吸引システム'''</span>の経験から、粒度の異なるデブリをフィルターで分離して回収することが課題となっており、エアリフト装置開発のモチベーションとなった。エアリフトにより、最大5cmまでのデブリ粒子を一気に回収することが可能となった。<span style="color:blue">'''エアリフト'''</span>は、12.7cm径のリフト配管の先に、1800L/分の流速で圧縮空気を導入し、エアリフト効果で気液混合流が上昇する際に、デブリ粒子を巻き上げ回収するメカニズムであった。巻き上げられた粒子デブリは、エアリフト装置の上部に取り付けられたデブリバケツに回収された。 | |||
1987.5月まに、エアリフトとPick-and-place工法の併用により、炉心部デブリの回収がほぼ終了した。そこで、切り株燃料集合体の回収が具体化されることとなった。最初に炉心周辺の12体のほぼ全長が残っていた集合体が回収された。これらの集合体では、上部に上部端栓が残っていたが、かなり損傷していた。そこで、<span style="color:blue">'''上部端栓グラッパー'''</span>が開発された。しかし、集合体全体を引き抜けず、上部端栓だけが取れた。次に、水平方向の<span style="color:blue">'''ギロチンツール'''</span>が開発された。長方形のフレーム、水平方向のブレード、油圧方式であった。しかし、フレームが滑ってしまい、集合体を破断できなかった。そこで、油圧の圧力を増加させて、ブレードで燃料棒をはさみつける方式にきりかえ(<span style="color:blue">'''クランプツール'''</span>)、集合体2体の引き抜きに成功した(A-6位置)。2体撤去することで、下部格子上に21x42x180cmのくぼみが形成された。ここが他の集合体へのアクセスの橋頭保になった。クランプツールを使った作業は時間がかかり、また、周囲の集合体より30~40cm高く上部が突き出していないと、挟み付ける作業ができなかった。このため、残りの175体を上部支持で引き抜く作業は非効率と判断された。 | |||
代替プランとして、下部端栓付近を持ち上げる方法が検討された。下部格子グリッドには、2箇所に2x3cm角の小さな開口部があった。そこに差し込むことができる、小さいフィンガーを2本保持する燃料集合体引き抜きツール(<span style="color:blue">'''FAP: Fuel Assembly Puller'''</span>)が開発された。このツールを開口部に挿入することで、切り株燃料集合体のひきあげが可能となった。このツールは、フィンガーで下部端栓をひっかけた後、集合体の上部に侵入するスパイクを1本有していた。このスパイクにより、引き上げる際に燃料集合体を安定に保持できた。さらに、<span style="color:blue">'''Fuel Assembly Handling Tool'''</span>(水平方向のグリッパー)で収納缶内に挿入された。切り株燃料集合体は、これらのツールの組み合わせで、<span style="color:blue">'''Target of opportunityアプローチ'''</span>で回収が行われた。次にどれを回収するかは、FAPの準備作業が少ないものから、臨機応変に決定された。切り株燃料の引き上げ回収作業よりは、引き上げた後に、次の集合体のためのFAPを挿入する邪魔になっていた破砕燃料棒の回収に時間がかかった。 | |||
1987.11月に、炉心部からのデブリ回収と切り株燃料の回収がほぼ終了した(デブリが融着していた集合体2体を除く)。残りの2体については、ほぼアモルファス状態のデブリが固着し、燃料棒形状がほとんど残っていなかった。これらの回収は延期され、LCSA解体が開始された。炉心部からのデブリ回収にはおよそ2年かかった。100人以上が知恵を出し合い、ワークショップでいろいろなツールの工夫をして完了した。<span style="color:blue">'''Learn-as-you-goプロセス'''</span>だった。 | |||
<span style="color:blue">'''<big>参考:[[Quick Look計画の概要|Quick Look調査]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[初期の燃料デブリ取り出し中に得られた知見]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[コアボーリング調査と溶融凝固層の破砕]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[下部プレナム調査]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[破損燃料集合体の回収]]</big>'''</span> | |||
== デブリ回収システム == | == デブリ回収システム == | ||
| 467行目: | 506行目: | ||
=== SWP(Shielded Working Platform) === | === SWP(Shielded Working Platform) === | ||
'''図9'''に、遮蔽付き回転作業プラットフォーム(<span style="color:blue">'''SWP: Shielded Working Platform)'''</span>の基本構成を示す[2] | '''図9'''に、遮蔽付き回転作業プラットフォーム(<span style="color:blue">'''SWP: Shielded Working Platform)'''</span>の基本構成を示す[2]。作業員は、SWP上で、デブリ取り出しに関する作業を行うように設計された。主要な構成物は、遮蔽付きプラットフォーム、主支持構造物、長尺ツールスロットのレールシステム、Tスロットのレールシステム、遮蔽プレート、収納缶洗浄スプレー系、回転駆動システム、ケーブルマネージメントシステム、ジブクレーン、ブレーキシステムであった。 | ||
プラットフォームを支える主支持構造物はSS製のIビーム構造であり、空間の有効利用と、腐食の抑制を念頭において設計がなされた。中央ビームと周辺の数枚のビームからなるモジュール式SSプレートで構成された円盤状のプラットフォームは、外周部の車輪構造で回転できる構造となっている。モジュール式とすることで、作業に応じて開口部の位置が変えられるように設計された。 | |||
プラットフォームの中央部には、プラットフォームを横断するように長尺ツール用の開口部(18インチ幅)とハンドレールが設けられ、開口部はプラグでカバーされた。作業時には、この開口部を通じて長尺ツールが圧力容器内部に吊り降ろされた。重量の大きいツールについては、ジブクレーンで吊って重量支持するように設計された。T型構造のスロットは、作業内容によっては、補助的に利用できるように設置された。プラットフォームの下には、遮蔽のために、約3インチ厚のSS製プレートが2層配置された。また、<span style="color:blue">'''真空吸引システム'''</span>(後述)で用いられるFilter収納缶(2個)の回収ポートが設置された。収納缶表面をホウ酸水で洗浄するための<span style="color:blue">'''スプレーシステム'''</span>が設置された。 | |||
SWPの駆動については、22個の5インチ径ローラーによる回転系を基本構成とするプラットフォーム駆動システムが設置された('''図10''')[2]。これにより、SWPは、反対方向に180度ずつ、0.3rpmの回転速度で回転可能であった。緊急時用のマニュアルディスクブレーキが取り付けられた。'''図11'''には、SWPを設置した主構造物の模式図を示す[2] | SWPの駆動については、22個の5インチ径ローラーによる回転系を基本構成とするプラットフォーム駆動システムが設置された('''図10''')[2]。これにより、SWPは、反対方向に180度ずつ、0.3rpmの回転速度で回転可能であった。緊急時用のマニュアルディスクブレーキが取り付けられた。'''図11'''には、SWPを設置した主構造物の模式図を示す[2]。SWPは、圧力容器内の冷却水を封入するIIFとは独立に支持された。また、この支持構造物には、各種配管系のポートが取り付けられ、また、圧力容器内部のガスに対してリークタイトの構造となっていた。長尺ツールの作業をサポートする、<span style="color:blue">'''ジブクレーン'''</span>2基(キャパシティ1トン)が、SWPの横に設置された('''図12''')[2]。なお、SWPの設置全体概要は、前述の'''図2'''を確認いただきたい。<gallery widths="360" heights="250"> | ||
ファイル:工法ツール 8.png|'''<big>図9 遮蔽付き回転作業プラットフォーム(SWP) [2]</big>''' | ファイル:工法ツール 8.png|'''<big>図9 遮蔽付き回転作業プラットフォーム(SWP) [2]</big>''' | ||
ファイル:工法ツール 11.png|'''<big>図10 SWPの回転駆動機構 [2]</big>''' | ファイル:工法ツール 11.png|'''<big>図10 SWPの回転駆動機構 [2]</big>''' | ||
| 481行目: | 520行目: | ||
=== 収納缶位置決めシステム(CPS: Canister Positioning System) === | === 収納缶位置決めシステム(CPS: Canister Positioning System) === | ||
[[ファイル:工法ツール 37.png|サムネイル|600x600px|'''<big>図17 デブリ取り出し初期に用いられた収納缶(単缶)用スリーブの配置 [16]</big>''']] 前述の'''図4,5'''に、初期のデブリ取り出しでの収納缶吊り下げ概念を示している[2]。初期取り出しのPhase-I('''図4''')では、長尺ツールでデブリベッド表面の片づけを行った後、単缶タイプの収納缶Sleeve(後述)を使って、デブリや構造材瓦礫を回収する計画であった。次に、Phase-II('''図5''')では、カルーセルタイプの収納缶位置決めシステム(<span style="color:blue">'''CPS: Canister Positioning System'''</span>)が投入され、Pick-^and-Place工法と真空吸引工法を併用してデブリを回収する計画であった。CPSは、圧力容器内でデブリを収納缶内に回収する際に、収納缶の位置を固定するために用いられた。最大5個のSleeveを取り付けて、その中に収納缶が装荷された。デブリ取り出しの進捗にともなって、デブリの堆積表面が次第に下がるため、収納缶の軸方向の固定位置が数か所に可変できるように工夫された。初期に用いる単缶用の<span style="color:blue">'''ブラケット'''</span>と、5本を装荷できる<span style="color:blue">'''カルーセル'''</span>がそれぞれ設計製作された。 | |||
''' 図13'''に、5本装荷用のCPSカルーセルの外観と、断面図、平面図をそれぞれ示す[2,14]。SWPから、回転式の円筒状構造物(主構造物、約50cm径)を吊り下げ、その周囲に収納缶を1本ずつ装荷できる円筒状のサポート(<span style="color:blue">'''Canister Support Sleeve'''</span>)が、ガイドプレートに沿って取り付けられていた。'''図14(左)'''には、カルーセルの主構造物の断面図を示す[2]。円筒構造(Spindle)で、側面にSleeveを取り付けられるフック構造が取り付けられていることがわかる。'''図14(右)'''には、Sleeveの構造を示す[2]。内径約60cmで、カルーセルへの吊り下げ用のレールがとりつけられていた。また、内部での収納缶の回転を防止するため、Tangとスペーサーが取り付けられていた。Sleeve内に収納缶を装荷した後は、その上部を遮蔽するシールカバー(Fuel収納缶の場合)、あるいは接続ポート(Knockout収納缶の場合)が取り付けられた。'''図15'''には、Sleeveハンドリングツールと位置固定用のロッキングツールをそれぞれ示す[2]。これらのツールにより、Sleeveの高さ位置は、圧力容器内での遠隔マニュアル操作で、五段階に変化させ、その位置で固定させることができた。カルーセル構造は、SWP上のドライブアッセンブリで回転させてから固定させることができた。Fuel収納缶上には、シールカバーが取り付けられた('''図16(左)''')[14]。カバーは逆円錐形の構造で、排気ホール、リフトピン、位置決めスロットなどが取り付けられていた。使用しないときには、CPS主構造物にとりつけられていたラックで一時貯蔵された。'''図16(右)'''には、取り出し初期に用いられた収納缶(単缶)用の支持ブラケットの外観図を示す[14]。Sleeve1個を保持し、その内部に収納缶1体が装荷できる構造となっている。また、'''図17'''には、デブリ取り出しの最も初期に用いられた、収納缶(単缶)用のブラケットの配置を示す[16]。<gallery widths="600" heights="400"> | |||
ファイル:工法ツール 32.png|'''<big>図13 (左) CPSカルーセル外観、(中) CPSカルーセル縦断面、(右) CPSカルーセル水平断面 [2,14]</big>''' | |||
ファイル:工法ツール 33.png|'''<big>図14 (左) CPS主構造物(Spindle)、(右) 収納缶スリーブ [2,14}</big>''' | |||
ファイル:工法ツール 34.png|'''<big>図15 (左) スリーブハンドリングツール、(右) スリーブロッキングツール [2,14]</big>''' | |||
ファイル:工法ツール 35.png|'''<big>図16 (左) 収納缶のシールカバー、(右) 収納缶(単缶)ブラケット [2,14]</big>''' | |||
ファイル:工法ツール | |||
ファイル:工法ツール | |||
ファイル:工法ツール | |||
</gallery> | </gallery> | ||
=== | === デブリ収納缶 [参考文献1] === | ||
[[ファイル:取出し 12.png|サムネイル|600x600ピクセル|'''<big>図18 3タイプのデブリ収納缶 [1]</big>''']] | |||
==== | ==== 収納缶設計方針 ==== | ||
収納缶は、0.5ミクロンの微粒子から、燃料集合体の断面サイズまでの燃料デブリを回収できるように設計された。また、収納缶は、輸送キャスクを用いた構外輸送や、燃料デブリの長期保管のための、密封容器の役割も果たすように設計された。3タイプの収納缶が設計製作された('''図18''')[1]。 | |||
= | * '''Fuel収納缶''': 大きな塊状デブリを直接回収、あるいは、別の小さな容器に回収した後で収納 | ||
* '''Knockout収納缶''': 真空吸引システムにより、140ミクロンから燃料ペレット程度のサイズの粒子状デブリを回収('''<u>#粒径の大きい粒子をフィルター収納缶に送る前に、水流速を低下させ、水流の外に堆積させて除去する操作を<span style="color:blue">"knockout"</span>と呼ぶ</u>''') | |||
* '''Filter収納缶''': 真空吸引システムにより、Knockout canisterを通過した微粒子、水質浄化系を通過した微粒子、収納缶の脱水系を通過した微粒子、などを回収 | |||
収納缶の設計は、輸送や取り出し工程にも影響した。主要な設計因子は、臨界安全性、構造強度、冷却水の放射線分解、圧力容器内での取り扱い容易性、燃料移送系や輸送キャスクにおけるサイズや重量の制限、INELでの貯蔵プールでの重量制限、収納缶のベント、であった。'''<u>#また、複数の単一目的の収納缶を設計するか、単一の多目的収納缶を設計するかが検討され、前者が選定された</u>'''。NRCの輸送ライセンスに適合することも必要であった。 | |||
収納缶の設計では、当初の設計要求の外径13.35インチ(約32.5cm)から、14インチ(約34.3cm)に増やすことが検討された。これは、ホウ素遮蔽板の既製品サイズが14インチであったためだが、14インチ径では収納缶の水平断面が大きすぎ、取り扱いが難しくなるため、結局13.35インチに再設計された。しかし、小さい径の収納缶では、Knockout canisterの使用時に、流速を大きくする必要があり、小さい粒子の回収率が低下したのではないかと報告されている。また、形状の歪んだデブリや上部端栓の回収には、収納缶の内径がもう少し大きい方がよかったと報告されている。いくつかの上部端栓は、小分けするのが難しく、収納缶ではなく、貯蔵用のドラム缶に収納された。 | |||
燃料デブリ取り出しにおける重要なレッスンとして、次第に明らかになってくる内部の状況に基づいて設計の自由度を確保することと、設計や安全評価に必要となるリードタイム、の間のジレンマが指摘されている。収納缶についても、内部調査や、実際の使用経験に基づく、いくつかの改良が有効であった。1981年9月には、フルサイズの燃料集合体を格納できる収納缶が設計された。しかし、1983年8月の上部空洞ソナー調査とマッピングにより、フルスケールの燃料集合体はほとんど残留していないことが明らかになった。このことから、約4.3mのフルサイズ燃料集合体を収納できる当初の設計から、すでに承認されているM-130タイプの鉄道輸送キャスクを用いた経済的な構外輸送に適した、約3.3m長への設計変更が検討された。1984年6月に決定した仕様書では、収納缶の全長は約3.7mに増やされた。これは収納缶の製作業者が既存製造ラインで製作できる最大長さに相当した。収納缶長を短くすることで、取り扱い性は向上したと報告されている。また、さらに全長を半分に縮めた収納缶も検討されたが、充填されるデブリ重量が少なすぎるという観点で実現されなかった。 | |||
==== 収納缶の重量測定 ==== | |||
3タイプの収納缶に、圧力容器内で燃料デブリを充填する際の重量測定が大きな課題となった。アイダホ国立研究所の収納缶貯蔵プールの制限により、乾燥重量として輸送できる収納缶一体の重量は約1270kg(2800ポンド)が上限であった。圧力容器内での正確な重量測定にはいくつもの課題があった。デブリの密度が大きくばらついている可能性、重量測定中の圧力容器内の運転条件、収納缶高さ位置が数段階で異なること、収納缶を取り付けたカルーセルが回転すること、など。以下の重量測定方法が採用された。 | |||
* '''Fuel収納缶''': 建屋クレーンで吊り下げて重量測定。Fuel収納缶は、デブリ回収作業中に上部が開放されており、運転員は、収納缶内部の充填率を目視しつつ作業できた。したがって、重量測定は、収納缶ごとに1-2回で充分であった。 | |||
* '''Knockout収納缶''': 真空吸引作業中に、knockout収納缶に接続されたロードセルで連続的に重量測定された。このモジュールは、SWPの下面に取り付けられていた。 | |||
* '''Filter収納缶''': 真空吸引作業中に、Filter収納缶に接続されたロードセルで連続的に重量測定された。同様に、SWPから吊り下げられていた。 | |||
* '''脱水後の収納缶''': 3タイプの収納缶ともに、不活性ガスのフローによる脱水処理がなされた後に、再度重量測定が行われた。収納缶内部の脱水処理前後で、輸送トロリーによって冷却水から引き揚げ、ロードセルにより、測定誤差約15kg(35ポンド)で重量測定された。 | |||
==== 収納缶の充填剤 ==== | |||
軽量コンクリート(セメント、ガラス材、脱塩水)が、Fuel収納缶の角型の内側シュラウドと円筒形の外管の間の充填剤に用いられ、両者の隙間が保持された。これにより、デブリ挿入時の内側シュラウドの変形やそれによる再臨界性の再評価必要性などが防止された。また、コンクリートを充填することで、冷却水中で収納缶が浮き上がることも防止された。しかし、収納缶の長期保管のためには、充填剤からの脱水が必要であり、INELでの、充填剤からの脱水作業は非常に困難であったと記載されている。また、デブリからの水素発生のため、収納管内の換気が必要であった。コンクリートの代わりの充填剤として、アルミナ粒子やグラスビーズもテストされた。 | |||
==== 収納缶の除染 ==== | |||
収納缶の外面線量は極めて高く、TMI-2サイト内での手作業でのスミアは不可能であった。TMI-2の燃料取扱い建屋において、輸送キャスクに装荷する途中で、収納缶表面は高温ホウ酸水のリング状スプレーで洗浄除染された。しかし、まだ、INELでの取り扱い基準の50倍の線量が残留していた。そこで、過酸化水素水溶液中に収納缶を浸した後、過酸化水素水にょるスプレーを行い、手作業でふき取りを行った。それでもまだ、さらに50%までの除染が必要であった。ブラシでこすった後にさらに手作業でふき取りしたが、まだ基準を満たすことができなかった。ブラシ磨きとふき取りの後に高温水洗浄することで、ほぼ基準がクリアされた。一方、INELでは、遠隔操作で、キャスクから取り出された収納缶のスミアが実施され、TMI-2での除染作業にフィードバックされた。 | |||
==== 収納缶の数 ==== | |||
コスト面での重要課題であったが、最終的に収納缶が何本必要になるかの判断は困難であった。当初見積もりでは、必要な収納缶数は243体とされた。アイダホ国立研究所の使用済み燃料プールの50%を利用することで、288体の収納缶を貯蔵することができると見積もられた。しかし、実際の燃料デブリ収納作業では、設計値に比べて少ない重量の燃料デブリしか収納缶に入れることができず、収納缶必要数が増加した。重要な点として、燃料デブリ取り出し方法が変更されたり、内部調査により炉内の状況が明らかになることで、3タイプの収納缶のそれぞれの必要数の見積もりが変化したことが指摘されている。最終的な必要本数の見積もり値は360体の間となった。燃料デブリ取り出し終了時点で、342体の収納缶が22回の列車輸送により、アイダホ国立研究所に輸送された。'''<u>最終的な3タイプの使用実績は、Fuel canisterが286体、Knockout canisterが12体、Filter canisterが62体であった</u>'''。 | |||
=== デブリ回収時の水質管理、作業性 === | |||
デブリ回収作業中に、冷却水処理システム(DWCS)と添加剤の改良が必要となった。Filter収納缶の金属フィルターは、微生物の死骸と微粒子により目詰まりを起こした。過酸化水素水(殺生物剤)、珪藻土、凝固剤が、フィルターコーティング能力の向上のために用いられた。これらの材料は、デブリ取出しだけでなく、輸送や長期貯蔵にも使用された。また、水素触媒に、これらを混合させることで効果を高めることができたと報告されている。 | |||
圧力容器内冷却水の透明性は、作業効率や各種装置の破損リスクの低減に極めて重要であったことが報告されている。水質浄化系の基本設計は、濁度(NTU: nepkelometric turbidity)で0.1が設計目標とされた。6-10mの水深で遠隔手動でのオペレーションのためには、当初設計のNTU=1.0のかわりに、NTU=0.1に変更する必要があったと記載されている。圧力容器内の冷却水中での作業により、しばしば微粒子や微生物が巻き上がり、透明度が失われたことが報告されている。作業前には12mの透過度があったが、作業による懸濁で、1m以下の透明度になったことが報告されている。 | |||
事故直後の解析では、燃料集合体形状を維持したデブリがほとんどであると予想されていたが、上部ルースデブリサンプルの分析[8]により、粒子状デブリが多く存在することが明らかになった。溶融凝固デブリは、燃料集合体の主成分(U,Zr,Fe)と制御棒材(Ag,In,Cd)、その他の鋼材成分(Cr,Ni)からなっていた。また、酸素を多く含有していた。したがって、難燃性の酸化物が主成分であった。一部の溶融凝固物は、1m以上の厚みを持つ非均質な漏斗状の領域に存在していた(溶融凝固層)。別の一部は、バッフル板と圧力容器槽の間を通って下部プレナムに移行して堆積していた。このような溶融凝固物は数トン以上の重量があった。チゼルなどの機械的な破砕ツールでは、溶融凝固して一体化したデブリを破砕することができなかった。コアボーリングマシンやプラズマアーク切断機が必要となった。 | |||
== デブリ回収ツール(初期) == | |||
[[ファイル:工法ツール 38.png|サムネイル|366x366px|'''<big>図19 真空吸引システムの外観 [2]</big>''']] | |||
=== 真空吸引システム === | |||
前述の'''図3'''に、<span style="color:blue">'''粒子デブリ、微粒子デブリの真空吸引システム'''</span>の模式図を示している[2]。'''図19'''に、SWP下への真空吸引システムの設置外観図を示す[2]。 | |||
上部ルースデブリベッドに堆積していたデブリは、約20μmから約5mm程度のサイズが約90%を占めていることが、上部ルースデブリの分析により明らかになっていた[8]。そこで、粒子状デブリ回収の主要システムとして、2種類の収納缶(Knockout型、Filter型)と真空吸引ポンプを組み合わせた、水中での真空吸引システムが設計された。吸引ノズルから吸引された粒子デブリは、まず、<span style="color:blue">'''Knockout収納缶'''</span>を通過させる。ここではサイクロン方式で、収納缶内の水流速を低下させ、約140μm以上で、ペレットサイズ程度までの粒子デブリが回収される。ついで、バックアップを含む2系統の<span style="color:blue">'''Filter収納缶'''</span>を通過させ、0.4μmメッシュの金属フィルターでデブリ微粒子デブリがろ過して回収される。処理後の冷却水は、圧力容器内に還流される。Kockout収納缶のフィルターが詰まりやすいため、バックフラッシングのラインが取り付けられている。前述の'''図5'''に示すように、真空吸引システム(図19)は、SWP下に取り付けられていた。なお、この図では、Knockout収納缶は、直接SWPから吊り下げられているが、上述のCPSカルーセルのSleeve中にKnockout収納缶を装荷する方式も検討された。この場合には、Sleeve内のKnockout収納缶の上部に接続ポートが取り付けられる構成であった。 | |||
しかし、実際に運用してみると、バックフラッシングしてもフィルターのつまりが解消されにくく、あまりデブリの回収効率が上がらないことが明らかになった[15]。したがって、初期のデブリ取り出しでは、真空吸引システムより、<span style="color:blue">'''スペード型のデブリバケツ'''</span>(後述)による<span style="color:blue">'''Pick-and-Place工法'''</span>が多用された。したがって、Knockout収納缶はあまり使用されなかった。 | |||
一方で、'''図19'''と同等の真空吸引システムが、デブリ収納缶貯蔵プールの冷却水浄化系に設置さた。こちらはデブリ取り出しの全期間を通じて利用された。 | |||
. | |||
真空吸引システムの主要機器は、ノズルアッセンブリ、ポンプモジュール、Knockout収納缶コネクション、Filter収納缶コネクション、運転をサポートする長尺ツール(オペレーショングラップル、ホースハンドリング、接続外しツール)、などであった。Knockout収納缶、Filter収納缶の重量はロードセルで連続的に秤量され、重量が許容値を超えると警報が発報する設計であった。 | |||
'''図20'''に、真空吸引システム操作用の各種ツール(グラップラー、クイックカップラー、ホースハンドリングツール、ソケットレンチ、フックツール、ホース接続ツール)、及び、真空吸引ホースシステムをそれぞれ示す[2,14]。<gallery widths="480" heights="300"> | |||
ファイル:工法ツール 14.png|alt=図20(a) 真空吸引システム用の各種長尺ツール [2,14]|'''<big>図20(a) 真空吸引システム用の各種長尺ツール [2,14]</big>''' | |||
ファイル:工法ツール 15.png|'''<big>図20(b) 真空吸引システム用の各種長尺ツール [2,14]</big>''' | |||
ファイル:工法ツール 16.png|'''<big>図20(c) 真空吸引ホースシステム [2,14]</big>''' | |||
</gallery><span style="color:blue">'''<big>参考:[[上部ルースデブリの詳細分析データ|上部ルースデブリの分析]]</big>'''</span> | |||
=== Pick-and-Place工法用の長尺ツール === | |||
Pick-and-Place工法用の長尺ツールは、<span style="color:blue">'''重量ツールと軽量ツール'''</span>に大別される。複数タイプの先端構造が設計・検討された。機能確認試験が入念に行われ、作業スペースの効率化や汚染の抑制の観点で、実機投入する先端ツール(<span style="color:blue">'''End Effector'''</span>)が選定された[2,14]。'''表2'''に、設計された長尺ツールの一覧を示す[2]。 | |||
{| class="wikitable" | |||
|+'''<big>表2 初期のデブリ取り出し(Pick-and-Place工法)用の長尺ツールリスト [2]</big>''' | |||
!ツール/コンポネント | |||
!英語名 | |||
!用途 | |||
|- | |||
| colspan="3" |'''重量ツール(ジブクレーンで重量保持)''' | |||
|- | |||
|先端ツール取り扱いツール | |||
|End Effector Handling Tool | |||
|ハンドリングツールの先端に、各種のEnd Effectorを、用途によって着脱して使用。また、稼働用の油圧系統を内部に配管。最大荷重約900kg。最大横荷重約60kg。 | |||
End Effectorは、遠隔操作ボルトと油圧式のクイックカップリング(SS304製)で着脱。 | |||
ポールは、約6.7mの主ポールと約2.1mのサブポールの連結方式で、長さを三段階調整可能。総重量約123kg(End Effectorを含む)('''図21(左)''')[2] | |||
|- | |||
|三点グリッパー | |||
|Three Point Gripper | |||
|小サイズの瓦礫デブリを摘まみ上げ。最大取り扱いサイズ:約15cm幅、約9kg以下。('''図21(右)''')[2] | |||
|- | |||
|四点グリッパー | |||
(はさみつけ引き抜き) | |||
|Four Point Gripper | |||
(Staple Puller) | |||
|不規則形状のデブリ粒子を摘まみ上げ、あるいは、横倒しのデブリ瓦礫を立たせる。約7mm~約10cmの棒状デブリが主な対象。('''図22(左)''')[2] | |||
|- | |||
|グラップル | |||
|Grapple | |||
|不規則形状のデブリを引き起こし。主な対象は、上部端栓やスパイダーなどの構造物。('''図22(中)''')[2] | |||
|- | |||
|単一棒のシャーリング | |||
|Single Rod Shears | |||
|ハサミ形式の先端構造(右手用、左手用)。AISI鋼製。固定側のブレードを燃料棒などの単管に打ち込み、反対側の可動式ブレードで挟み付けて切断。油圧約10MPaで切断荷重約2.3トン。 | |||
このツールの設計詳細は、実際に模擬燃料簿の切断試験を行って決定された。('''図22(右)''')[2] | |||
|- | |||
|分離くさび | |||
|Parting Wedge | |||
|凝集したデブリの隙間に差し込み、分割するツール。約14MPaの油圧で、先端に約230kgの荷重。約20cm長さの先端アームにより、約18cmの開口が可能。('''図23(左)''')[2] | |||
|- | |||
|重量物トング | |||
|Heavy Duty Tong Tool | |||
|重量デブリを挟み込んで吊り上げ。最大約25cmの幅まで対応。挟み込み圧力は約3.4MPa。('''図23(右)''')[2] | |||
|- | |||
|スペード型バケツ(シャベル) | |||
|Spade Bucket Tool | |||
|小サイズから中サイズまでの粒子状デブリを掬い取り、あるいは掘り出し。固定された水平プレート面(バケツの蓋)と油圧駆動のバケツ(シャベル)。掬い取り作業の油圧は約3.4MPa。('''図24(左)''')[2] | |||
|- | |||
|クラムシェル型サンプラー | |||
|Clamshell Tool | |||
|最大約15cm径より細い領域に侵入させ、粒子状のデブリを挟み付けて回収。2個の相対する三角形ブレードで挟み込む。最大約110kgまで回収可能。最長約2m深さまで侵入可能。油圧は約3.4MPa。('''図24(右)''')[2] #上部ルースデブリのサンプリングツールと類似した構造。 | |||
|- | |||
|重量物のシャーリング | |||
|Heavy Duty Shears | |||
|崩落していた上部端栓から、燃料棒を切断除去用。横倒した燃料集合体を複数回のシャーリングで切断可能。通常の使用済み燃料シャーリングで使用されるHurstカッターブレードを使用。約17cmの開口部。('''図25''')[2] | |||
|- | |||
| colspan="3" |'''軽量ツール(アルミニウム製の導管の先端に取付。ジブクレーンでの吊り下げはケースバイケースで選択。小回りの必要な作業に使用。)''' | |||
|- | |||
|プライヤー | |||
|Vise Grips | |||
|プライヤー形状の先端ツールを、用途によって様々に交換して使用。挟み付け、摘まみ上げ、かきとり、掬い取り、など。('''図26(左)''')[2] | |||
|- | |||
|ボルトカッター | |||
|Bolt Cutter | |||
|約680~820kgの荷重範囲で、ボルトヘッドを切断。('''図26(右)''')[2] | |||
|- | |||
|フックツール | |||
|Hook Tool | |||
|ひっかけあげ。最大約23kgまで。('''図27(左)''')[2] | |||
|- | |||
|ソケットレンチ | |||
|Socket Wrench | |||
|重量ツールのEnd Effector交換作業用。('''図27(左中)''')[2] | |||
|- | |||
|メジャー | |||
|Measuring Probe | |||
|側面に約4mまでのスケールを記載。('''図27(右中)''')[2] | |||
|- | |||
|軽量物トング | |||
|Light Duty Tong | |||
|最大約45kgまでの軽量デブリをはさんで、摘まみ上げ。('''図27(右)''')[2] | |||
|- | |||
|端栓装荷ツール | |||
|End Fitting Loading Tool | |||
|崩落していた上部端栓は、Fuel収納缶に装荷する際のクリアランスが小さいため、これを垂直に収納缶内に装荷するためのツール。最大約900kgまで取り扱い可能。('''図28(左)''')[2] | |||
|- | |||
|バンドツール | |||
|Banding Tool | |||
|ピボット方式での圧着、バンドを巻いて締め上げるツール。切断にも使用。巻き付け最大荷重は約250kg。破損燃料集合体のシャーリングの前に、複数燃料棒を束ねるために使用。('''図28(右)''')[2] | |||
|- | |||
|デブリバケツハンドリングツール | |||
|Debris Bucket Handling Tool | |||
|デブリバケツに取り付けられたリフトタブをひっかけて引き上げ、使い捨てデブリバケツをFuel収納缶に挿入し、リフトを取り外すように設計。('''図29(左)''')[2] | |||
|- | |||
|ハンドレール油圧パネル | |||
|Handrail Hydraulic Panel | |||
|Banding toolとClamping Stationへの油圧供給の中継地点。高圧油圧系と低圧油圧系。長尺ツール取り扱いスロットのハンドレールに取付。 | |||
|- | |||
| colspan="3" |'''サポートツール(圧力容器内のスペースが確保された段階で投入)''' | |||
|- | |||
|使い捨てデブリバケツ | |||
|Disposable Debris Buckets | |||
|Fuel収納缶内に収まる形状で、縦置き型と横置き型の2種類製作。メッシュ構造の本体に、蓋つき。縦置き型バケツは、上部に蝶番形式のメッシュ蓋つき。横置き型バケツは、横倒しにしてデブリバケツスタンドの上に配置することで、側面に蝶番つきの蓋とりつけ。リフトタブが取り付けられており、上述のハンドリングツールでひっかけて移動。そのままFuel収納缶に装荷。('''図29(中、右)''')[2] | |||
|- | |||
|再利用デブリバケツ | |||
|Reusable Debris Buckets | |||
|再利用型のデブリバケツ。いったんデブリを収納し、下部の蝶番蓋を開くことで、デブリ漏斗を通じて、Fuel収納缶内にデブリを投入する仕組み。('''図30(左)''')[2] | |||
|- | |||
|デブリ漏斗 | |||
|Debris Bucket Funnel | |||
|Fuel収納缶の上に設置し、再利用タイプのデブリバケツからデブリを落とし込む作業で使用。また、瓦礫デブリをチゼルで破砕する作業での受け側としても使用。('''図30(右上)''')[2] | |||
<nowiki>#</nowiki>コアボーリング以降では、分厚いサイズのデブリ漏斗が投入され、大型デブリの破砕作業での受け側に使用された。 | |||
|- | |||
|上部端栓ワイヤー用の貯蔵バスケット | |||
|End Fitting Wire Storage Basket | |||
|切断したインコアモニターワイヤーなどの構造材由来のデブリを貯蔵するバスケット(#デブリ収納缶には入れない)。('''図30(右下)''')[2] | |||
|- | |||
|デブリバケツスタンド | |||
|Top Loading and Side Loading Debris Bucket Stands | |||
|デブリバケツ内にデブリを回収する作業の間、デブリバケツを縦置き、あるいは横置きで保持。下部格子の上、あるいは、バッフル板の上に取り付けられる構造。取付はソケットレンチ(上述)で実施。('''図31''')[2] | |||
|- | |||
|デブリバケツスタンドのハンドリングツール | |||
|Debris Bucket Stand Handling Tool | |||
|デブリスタンドのハンドリングツール。('''図32''')[2] | |||
|- | |||
|デブリクランプステーション | |||
|Debris Clamping Station | |||
|上部端栓、スパイダー、燃料集合体、などの一部を、切断、バンド掛けなどの作業のために、挟み付けてホールド(縦置き方向、横置き方向)。('''図33(左)''') | |||
|- | |||
|デブリバケツハンガー | |||
|Debris Bucket Hanger | |||
|SWPの下で、様々なタイプのデブリバケツを一時保持。ピボット構造で水平位置を可変。用いないときには、回転させて、作業域から離れたとことに移動。 | |||
圧力容器内での、2つのスロット間でのデブリ移送にも使用。 | |||
(2) | 支持ポスト、軸方向延長配管(ピボットタイプ)、径方向アーム、外側ピボット、デブリバケツトレー、で構成。('''図33(右)''') | ||
|} | |||
<gallery widths="600" heights="350"> | |||
ファイル:工法ツール 17.png|'''<big>図21 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] </big>'''|代替文=図21 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] | |||
ファイル:工法ツール 18.png|'''<big>図22 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] </big>'''|代替文=図22 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] | |||
</gallery><gallery widths="600" heights="350"> | |||
ファイル:工法ツール 19.png|'''<big>図23 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] </big>'''|代替文=図23 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] | |||
ファイル:工法ツール 20.png|'''<big>図24 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] </big>'''|代替文=図24 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] | |||
</gallery> | |||
<gallery widths="600" heights="350"> | |||
ファイル:工法ツール 21.png|'''<big>図25 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] </big>'''|代替文=図25 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] | |||
ファイル:工法ツール 22.png|'''<big>図26 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2] </big>'''|代替文=図26 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2] | |||
</gallery> | |||
<gallery widths="600" heights="350"> | |||
ファイル:工法ツール 23.png|'''<big>図27 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2] </big>'''|代替文=図27 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2] | |||
ファイル:工法ツール 24.png|'''<big>図28 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2] </big>'''|代替文=図28 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2] | |||
</gallery> | |||
<gallery widths="600" heights="350"> | |||
ファイル:工法ツール 25.png|'''<big>図29(左) Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]、図29(右) 使い捨て用デブリバケツ [2]</big>''' | |||
ファイル:工法ツール 26.png|'''<big>図30 再利用デブリバケツ、漏斗ツール、下部端栓ワイヤー用のバスケット [2]</big>''' | |||
</gallery> | |||
<gallery widths="600" heights="350"> | |||
ファイル:工法ツール 27.png|'''<big>図31 デブリバケツスタンド [2]</big>''' | |||
ファイル:工法ツール 28.png|'''<big>図32 デブリバケツスタンドとハンドリングツール [2]</big>''' | |||
ファイル:工法ツール 29.png|'''<big>図33 デブリクランプステーション、デブリバケツハンガー [2]</big>''' | |||
</gallery> | |||
=== 制御用設備、観測系設備 === | |||
真空吸引システム、及び、Pick-and-Place用の長尺ツールでのデブリ回収をサポートする設備として、 | |||
* 電気系統、配電盤 | |||
* 制御パネル | |||
* 油圧系統 | |||
* ケーブルマネージメントシステム | |||
が、設置された。ここでは、詳細は省略する。 | |||
また、デブリの真空吸引、Pick-and-Place操作、収納缶回収、収納缶挿入、などの作業の観測系設備として、 | |||
* ビデオ | |||
* ビデオカメラハンドリングツール | |||
* ライト | |||
* 真空吸引ノズルの観測系 | |||
* 計測器 | |||
などが取り付けられた。'''図34'''にカメラハンドリングツールの概略を、'''図35'''に圧力容器内の光源位置決めシステムと真空吸引ノズルカメラの概念図を示す[2,14]。 | |||
<gallery widths="600" heights="400"> | |||
ファイル:工法ツール 30.png|'''<big>図34 カメラハンドリングツール [2,14]</big>''' | |||
ファイル:工法ツール 31.png|'''<big>図35 光源位置決めシステム、真空吸引ノズル用のカメラ [2,14]</big>''' | |||
</gallery> | |||
=== 溶融凝固層の破砕ツール === | |||
[[ファイル:工法ツール 36.png|サムネイル|600x600px|<big>'''図36''' '''溶融凝固層の打撃破砕チゼル、集合体や構造材切断用のAbrasive Saw [2]'''</big>]] | |||
炉心上部に堆積していたルースデブリを回収した後には、炉心中央以下に堆積していると推定されていた、硬い溶融・凝固デブリ層を破砕し回収する必要があると考えられた。この作業用のEnd Effectorの基本検討が、上部ルースデブリの回収作業に並行して行われた[2]。取り出し後期で必要となるツールについても、基本的には、End Effector Handling Toolの先端に取り付けて、Pick-and-place方式で作業を行うことが検討された。 | |||
==== 打撃チゼル ==== | |||
溶融凝固デブリを破砕、あるいは、掘削する目的で、油圧式のチゼルが設計された('''図36(左)''')[2]。一分あたり2000回の打撃と3.5rpmでの回転ができるように設計された。 | |||
==== 研磨ソー(Abrasive Saw) ==== | |||
溶融凝固デブリを切断する目的で設計された('''図36(右)''')[2]。打撃チゼルと同程度の油圧で稼働し、8インチ幅の円形ソーでは、2インチ深さまでの切断が、10インチ幅の円形ソーでは、3インチ深さまでの切断が可能であった。 | |||
==== 水圧レーザー(Hydrolaser) ==== | |||
平衡して、高圧水によるデブリ切断システムも検討された。高圧ノズル、高圧ポンプ、水流混合ボックス(WC製)、などの付属設備が必要とされた。 | |||
<nowiki>#</nowiki>しかし、これらのデブリ破砕ツールは実際にはほとんど使用されなかった。打撃チゼルは、コアボーリング調査後に使用されたが、デブリ破砕効率が悪かったため、ボーリング装置の先端ビットを交換してのボーリング破砕作業(スイスチーズ化)に切り替えられた。研磨ソーは、デブリ切断にはほとんど使用されず、主に、炉心支持構造物の縦方向配管の切断用に用いられた。また、類似ツールが付着デブリの研磨機として使用された。水圧レーザーもほとんど使用されず、代替として、スライドハンマーが用いられた。 | |||
=== 位置決めシステム(Tool Positioning) === | |||
デブリ取り出し後期には、炉心下部支持構造物(LCSA)の全範囲にアクセスする必要がある。取り出し初期に使用されるツールを用いて、SWPから、すべてのLCSA範囲にアクセスするのは困難であり、収納缶や各種取り出しツールについて、なんらかの移送や回転システムが必要になると考えられた。 | |||
<nowiki>#</nowiki>実際には、炉心下部の燃料集合体は、上部をバンドして下部格子から引き抜き、あるいは、爪状のツールを下部に差し込んで引き抜きされた。また、LCSAの切断には、アークプラズマ方式の切断システムが用いられた(後述)。デブリ回収には、エアリフトが用いられた(後述)。 | |||
=== ROSA[参考文献11]、MANFRED[参考文献12] === | |||
デブリ取り出し後期には、溶融・凝固デブリを破砕し回収する必要がある。この作業を圧力容器内で自動で行うシステムとして設計されたが、実機投入されなかった。 | |||
( | <span style="color:blue">'''ROSA(Remote-Operated Service Arm)'''</span>の概念図を、'''図55(a)'''に示す(後述)[30]。主に、デブリの真空吸引システム用の遠隔操作ロボットアームとして開発された。燃料移送Canalを全水没させるデブリ取り出し工法では、主力設備として使用が検討されたが、基本設計段階で開発中止された。 | ||
<span style="color:blue">'''MANFRED(Manipulato for Reactor Defueling System)'''</span>は、デブリ取り出し後期の下部プレナムからのデブリ取り出し作業用に開発された(後述)。 | |||
== コアボーリングマシン(CBM) == | |||
[[ファイル:ボーリング 3.png|サムネイル|400x400px|'''<big>図37 コアボーリング調査用のドリルビット [18]</big>''']] | |||
'''<span style="color:blue"> Quick Look調査'''[3]や'''<span style="color:blue">上部ルースベッドの探針調査'''[5]などにより、炉心上部の燃料が崩落して'''<span style="color:blue">上部空洞'''と'''<span style="color:blue">ルースブリベッド'''が形成されていること、また、デブリベッドの堆積厚さは約0.6~0.9mであり、その下には探針が貫通できない硬い層が存在していることが明らかになった。一方で、コアフォーマと圧力容器槽の円環状の隙間を通じて行われた'''<span style="color:blue">下部プレナム周辺部の調査'''[10]により、約10~20トンのデブリが下部プレナム内に堆積していること、炉心下部構造物('''<span style="color:blue">LCSA''')にはほとんど損傷が見られないことが明らかになった。これらのことから、炉心下部には'''<span style="color:blue">溶融凝固層'''と'''<span style="color:blue">切り株状に残留した燃料集合体'''が存在していることが推定された。それらの堆積状態を調査することで、炉心下部からのデブリ取り出し工法の具体化と、事故時のデブリふるまいの解明に極めて有用な知見が取得できると判断され、'''<span style="color:blue">コアボーリング調査'''が行われることとなった[16]。なお、コアボーリング調査が行われるまでは、溶融凝固層の中央底部が破損し、溶融デブリはLCSAの中央を破って、下部プレナムに移行したと推定されていた[16]。しかし、実際には、ほとんどの溶融デブリは、炉心南東側のバッフル板を破り、コアフォーマ領域を通過して下部プレナムに移行していたことがボーリング調査で明らかになった[16]。 | |||
<span style="color:blue">'''<big>参考:[[Quick Look計画の概要|Quick Look調査]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[DOE年次レポートの概要]](上部ルースデブリ採集、1983年レポート)</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[下部プレナム調査]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[コアボーリング調査と溶融凝固層の破砕]]</big>'''</span> | |||
=== コアボーリングマシンの設計と据え付け === | |||
[[ファイル:ボーリング 4.png|サムネイル|470x470px|'''<big>図38 コアボーリング装置の設置 [18]</big>''']] コアボーリング装置の設計要件として、以下が提示された[17]。 | |||
=== | |||
[[ファイル:ボーリング | |||
コアボーリング装置の設計要件として、以下が提示された[ | |||
# 2.4m長さ、6.35cm径のサンプルを回収できること('''<span style="color:blue">Fuel型収納缶'''に収納できるサイズ) | # 2.4m長さ、6.35cm径のサンプルを回収できること('''<span style="color:blue">Fuel型収納缶'''に収納できるサイズ) | ||
# 回収したサンプルをFuel収納缶に装荷できること(RPV内でのデブリ取り扱いシステムを使用) | # 回収したサンプルをFuel収納缶に装荷できること(RPV内でのデブリ取り扱いシステムを使用) | ||
# 炉心中央から、2.4m径の範囲でボーリング可能なこと('''<span style="color:blue">SWP''': Shielded Working Platformの上に設置したドリルマシンからのドリルビットの到達範囲) | # 炉心中央から、2.4m径の範囲でボーリング可能なこと('''<span style="color:blue">SWP''': Shielded Working Platformの上に設置したドリルマシンからのドリルビットの到達範囲) | ||
# | # 装置をモジュール化し、エアロックを通じて原子炉建屋内に搬入し、SWP上で組み立てられること | ||
# 4つのカテゴリーの層を掘削できること(形状を維持した燃料集合体、ルースデブリベッド、溶融凝固層(セラミックと金属混在)、空洞) | # 4つのカテゴリーの層を掘削できること(形状を維持した燃料集合体、ルースデブリベッド、溶融凝固層(セラミックと金属混在)、空洞) | ||
# 作業員の数と作業時間を最小化すること | # 作業員の数と作業時間を最小化すること | ||
| 613行目: | 825行目: | ||
高線量下で使用可能で、経済的に合理的、という観点で、様々な方式のコアボーリングシステムが検討され、アイダホ国立研究所(INEL)で機能確認試験が行われた。機能確認試験では、ジルカロイ被覆でSiO<small><sub>2</sub></small>ペレットからなる模擬燃料棒、インコネル製のスペーサーグリッド、ステンレス製の端栓、コンクリートブロック、砂利、アルミナ板などが用いられた。 | 高線量下で使用可能で、経済的に合理的、という観点で、様々な方式のコアボーリングシステムが検討され、アイダホ国立研究所(INEL)で機能確認試験が行われた。機能確認試験では、ジルカロイ被覆でSiO<small><sub>2</sub></small>ペレットからなる模擬燃料棒、インコネル製のスペーサーグリッド、ステンレス製の端栓、コンクリートブロック、砂利、アルミナ板などが用いられた。 | ||
まず、先端に取り付ける'''<span style="color:blue">ドリルビット'''の開発が行われた。''' | まず、先端に取り付ける'''<span style="color:blue">ドリルビット'''の開発が行われた。'''図37'''に、市販品をベースに開発されたドリルビットを示す[18]。鋳造された王冠構造であり、その内外面には工業用ダイヤが塗布されている。また、先端にはタングステンカーバイド性の刃が銀はんだで取り付けられており、刃部分にも工業ダイヤが塗布されている。 | ||
次に、このドリルビットをとりつけるドリルユニットの選定が行われた。Longyear社の製品をベースに機能確認試験が行われ、回転速度、トルク、先端荷重などの範囲が選定された。その結果に基づいて、ドリルストリングの構造や回転駆動力の伝達メカニズム、サポートツールの構成等が設計された。'''<span style="color:blue">コアボーリングマシン'''の設置概念図を''' | 次に、このドリルビットをとりつけるドリルユニットの選定が行われた。Longyear社の製品をベースに機能確認試験が行われ、回転速度、トルク、先端荷重などの範囲が選定された。その結果に基づいて、ドリルストリングの構造や回転駆動力の伝達メカニズム、サポートツールの構成等が設計された。'''<span style="color:blue">コアボーリングマシン'''の設置概念図を'''図38'''に示す[18]。 | ||
'''<span style="color:blue">ドリルストリング''' | '''<span style="color:blue">ドリルストリング'''(パイプ)はシリンダー形状で、装置の上部から挿入される。途中に3か所の接続部(クランプ)があり、ドリルビットに回転駆動力と荷重を伝える。シリンダーは二重管になっており、外管はドリルの軸を支持する役割もになっている。ドリルストリングは、日本製のMagaloヘッドに取り付けられている。回転速度は0~500rpm、トルクは0~4067J、荷重は0~4535kgで、それぞれ可変である。ドリルストリングの先端部分は、サンプルを回収する'''<span style="color:blue">コアバレル'''、ドリルストリング、およびケーシングからなっており、ドリルストリングは必要な深さまで到達する長さになっている('''<u>#それ以下までストッパーにより侵入しない。インコアモニターノズルを破損させないため</u>''')。ケーシングは、コアバレルを回収した後に、下部プレナムにビデオを挿入する通路を保持する役割もになっている。コアバレルは、市販品ベースで、サンプルを保持し、ドリルビットを支持し、駆動力を伝え、冷却水を供給する役割を持っている。二重管で、内側はサンプルを保持、外側はビットを回転させる役割である。コアバレル内にサンプルが侵入することで内部の水が押し出されるため、その排水口が上部に設けられている。ドリルストリング(8.9cm外径)とケーシング(11.4cm外径)は既製品が利用された(#全長は短尺化された)。ケーシングの内径10.2cmとドリルストリングの間を維持するように、ドリルストリング側にスペーサーが溶接された。作業中に、ビットの冷却と掘削粒子の除去のために、ホウ酸水の連続供給が行われた。作業後の、ケーシングとドリルストリングの除染用にホウ酸水スプレーが取り付けられた。加圧ポンプにより、RPV内の冷却水を使用して冷却水が供給された。一方、除染にはフレッシュな冷却水が用いられた。TMI-2のホウ酸水調製設備で製造されたホウ酸がいったんタンクに貯蔵され使用された。[[ファイル:ボーリング 5.png|サムネイル|450x450px|'''<big>図39 コアボーリングマシンのモックアップ試験パラメータの例 [16]</big>''']] '''<span style="color:blue">SWP'''の上に、インターフェースプラットフォーム、ドリルの位置決めプラットフォーム('''<span style="color:blue">インデックスプラットフォーム'''、径方向移動と回転移動の2種類)、作業員の手すり用プラットフォーム(Tilt Platform)が、それぞれ取り付けられ、その上にドリルマシンが組み立てられた。Tiltプラットフォームは、作業スペースとしても利用された。SWPには36cm径の開口部が数カ所設けられており、これらのプラットフォームを組み合わせて動作することで、炉心中央から2.4m径の範囲のどこでもボーリング作業ができるように設計された。また、装置の水平維持のため、位置決めプラットフォームの下に油圧ジャッキ4基が設置された。さらに、水中でドリルストリングを保持する支持構造物がSWPの底面に取り付けられた。 | ||
コアバレル内にサンプルが回収された後、RPV内の上部に引き上げられ、'''<span style="color:blue">鉛遮蔽付きの輸送キャスク'''</span>内に収納された。輸送キャスク表面は、キャスクスプレーによりホウ酸水で洗浄された。この他に、ホウ酸水供給系(加圧ポンプとホース)、サンプルの酸化を防止するために、輸送キャスク内を不活性ガスでパージするシステム、収納缶に入れる前にサンプルをいったん保持する貯蔵バスケット、ドリルマシンの制御盤、ビデオモニター系が取り付けられた。安全系統として、ドリルビットへの冷却水水圧と水流、クランプ部のねじれトルク、油圧媒体の容積と温度などが連続的にモニターされ、設定リミットを超えた場合に、装置が自動停止するように設計された。 | コアバレル内にサンプルが回収された後、RPV内の上部に引き上げられ、'''<span style="color:blue">鉛遮蔽付きの輸送キャスク'''</span>内に収納された。輸送キャスク表面は、キャスクスプレーによりホウ酸水で洗浄された。この他に、ホウ酸水供給系(加圧ポンプとホース)、サンプルの酸化を防止するために、輸送キャスク内を不活性ガスでパージするシステム、収納缶に入れる前にサンプルをいったん保持する貯蔵バスケット、ドリルマシンの制御盤、ビデオモニター系が取り付けられた。安全系統として、ドリルビットへの冷却水水圧と水流、クランプ部のねじれトルク、油圧媒体の容積と温度などが連続的にモニターされ、設定リミットを超えた場合に、装置が自動停止するように設計された。 | ||
また、モックアップ試験では、掘削層が変化した際の各種運転パラメータの変化傾向が調査された。これにより、掘削中のパラメータ変化により、コンピューター解析で成層化の状態が表示されるようになった。''' | また、モックアップ試験では、掘削層が変化した際の各種運転パラメータの変化傾向が調査された。これにより、掘削中のパラメータ変化により、コンピューター解析で成層化の状態が表示されるようになった。'''図39'''に、モックアップ試験でのパラメータ変化の例を示す[16]。様々な構成物を成層化して製作された模擬デブリを掘削し、ビットの侵入速度、掘削トルク、回転エネルギー、回転スピード、などがモニターされ、それらの変化により、デブリ堆積境界が検出されるようにデータ化された。 | ||
なお、ボーリング装置の動作状況やボーリング孔の様子については、ペン州立大のポータルサイトに、ビデオデータが公開されている[19]。 | |||
==== コアボーリングの作業手順 ==== | ==== コアボーリングの作業手順 ==== | ||
| 626行目: | 840行目: | ||
# ドリルマシンをインデックスプラットフォーム上に組み立て | # ドリルマシンをインデックスプラットフォーム上に組み立て | ||
# ボーリングの目標地点に位置決め | # ボーリングの目標地点に位置決め | ||
# ドリルパイプとケーシングを組み立て、クランプで保持[[ファイル:年報32.png|サムネイル| | # ドリルパイプとケーシングを組み立て、クランプで保持[[ファイル:年報32.png|サムネイル|461x461px|'''<big>図40 溶融凝固層の破砕作業(スイスチーズ化) [15]</big>''']] | ||
# コアバレルとドリルストリングを下降、ボーリング開始 | # コアバレルとドリルストリングを下降、ボーリング開始 | ||
# 下部端栓位置を貫通したら、ボーリング操作を一旦停止 | # 下部端栓位置を貫通したら、ボーリング操作を一旦停止 | ||
| 640行目: | 854行目: | ||
# 作業後にマシン解体、除染 | # 作業後にマシン解体、除染 | ||
=== 溶融凝固層の破砕作業 === | |||
<span style="color:blue">'''CBM'''</span>は、ボーリング調査後に、先端ビットと硬い固体形状に交換して、溶融凝固層の破砕作業(<span style="color:blue">'''スイスチーズ化'''</span>)に用いられた。'''図26'''に、掘削軸を重ねながら実施された400カ所のボーリング位置を示す[15]。 | |||
[[ファイル: | |||
=== LCSAの解体作業に向けたCBMの機能確認、モックアップ試験[参考文献24] === | |||
下部プレナム調査[10]とコアボーリング調査[17]の結果から、下部プレナムに約9~19トンのデブリが堆積していること、また、下部プレナムには瓦礫状のデブリが多いため、小さな開口部を通じて真空吸引方式でこれを回収することは困難で、LCSAの中央部を切断・解体してアクセスルートを構築する必要があることが確認された。炉心部の溶融・凝固デブリを破砕して回収する作業[15]、さらに、炉心下部に残留していた切り株燃料を回収する作業[20]と並行して、下部プレナムアクセスの障害となるLCSAの解体計画が検討された。 | |||
当初案では、プラズマアーク切断システム(ACES、後述)が優先的に使用される計画であったが、下部プレナムデブリの物量と堆積範囲が広いこと、炉心部デブリのボーリング破砕作業により、LCSA内にも相当量のデブリが堆積したこと、などにより、当初案より広い範囲を解体する必要が発生した。これを行うには、ACESだけの作業では、2000回以上の切断回数が必要となると見込まれた。そこで、軸方向構造物周辺のくりぬき貫通作業に、コアボーリングマシン(CBM)が併用されることとなった。軸方向構造物は、軸に対してシンメトリーであり、CBM作業が適していると判断された。[[ファイル:年報45.png|サムネイル|600x600px|'''<big>図41 LCSAの5層構造と軸方向の構造物 [22]</big>''']] LCSAの構造を、'''図41'''に示す[22]。LCSAはSS製の5層構造でかなりのボリュームがあり、48本の支持ポスト、52本のインコアモニター案内管、外周部にシェル構造を有している。それぞれの構造物のおよその役割とサイズは、 | |||
# '''Lower Grid Top Rib Section'''(第1層): 燃料集合体の下部端栓をはめ込み、燃料集合体の位置決めと支持の役割。133.4mm厚さ、上部に50.8mm厚のパッド装着。 | |||
# '''Lower Grid Distributor Plate('''第2層): 燃料集合体に流入する冷却水フローを均質化する役割。第1層との間の隙間136.5mm。25.4mm厚さ、燃料集合体の下に85.7mm径の数100個の冷却水流入ホール。 | |||
# '''Grid Forging'''(第3層): 炉心の重量を機械的に支えるメインパーツの役割。第2層との間の隙間136.5mm。342.9mm厚さ、燃料集合体の下に165.1mm系の大型ホール。 | |||
# '''In-core Guide Support Plate'''(第4層): 下部ヘッドを貫通して装荷されているインコアモニター案内管を支持する役割。第3層との間の隙間12.7mm。50.8mm厚さ、燃料集合体の下に165.1mm系の大型ホール(そのうち52か所には、インコアモニター案内管挿入) | |||
# '''Flow Distributor'''(第5層): 圧力容器外周から流入してくる冷却水を、炉心下部に均質に供給する役割。第4層からの距離は中心部で495.3mm。半球状構造で50.8mm厚さ、燃料集合体の角位置に152.4mmのホール(#ここは、燃料集合体の真下ではない)。5か所だけは、下部プレナムに直接アクセスできる88.9mm径のホール。 | |||
# '''支持ポスト'''(48本): 第1層に設置された燃料集合体の荷重を第3層に伝える役割。114.3mm外径の円筒構造、266.7mm全長。水平面で第1~3層に接続。4体の燃料集合体の中央(十字型の中心)に配置。 | |||
# '''インコアモニター案内管'''(52本): インコアモニター計装ラインを内部に保持し保護する役割。燃料集合体の中心位置の下に配置。ノズル型の円筒構造で、第1層位置で49.2mm外形、第4層に接続されている位置で88.9mm外径。63.5mm高さのナットで第4層にねじ込んで溶接。第5層の貫通部では、114.3mm外径で溶接(中央部ではガセット構造で支持)。 | |||
CBMで、第4層まで貫通する作業に向けて、先端ビットの選定とフルスケールモックアップ試験が実施された。実際には、堆積デブリが障害物となり、第2層までのくりぬき掘削までしか実行されなかった。[[ファイル:工法ツール 39.png|サムネイル|514x514ピクセル|'''<big>図42 コアボーリング装置のモックアップ試験装置 [24]</big>''']] | |||
==== LCSAボーリング方式の検討経緯 ==== | |||
* 炉心部ボーリング調査では、タングステンカーバイド製(114.3mm外径)の<span style="color:blue">'''Stratapax社の先端ビット'''</span>が使用された('''図37'''[18])。 | |||
* 炉心部の溶融・凝固デブリの破砕作業では、114.3mm径のsolidビットが使用された(公開図面なし)。 | |||
* これらの作業では、主にセラミック材質からなるデブリが掘削された。一般的な岩石層の掘削と同様の方法で、円筒形の油圧シリンダーに荷重をかけ、先端ビットを回転させて掘削が行われた。セラミック層では、精密な荷重制御の必要がなかった。 | |||
* これに対し、SS製のLCSAの掘削は技術的に大きく異なる。SS構造物の掘削では、精密な荷重制御と定速度運転、一定トルク運転が必要となる。また、金属片の目詰まりで先端のカッターが侵入できなくなった場合、スタックされて取り出し不可になり、先端部を切断してはずすしかなくなるリスクがあった。さらに、LCSAに到達するには、ドリルマシンの動作部と作業部分の距離が10.67m以上あることも課題となった。 | |||
* そこで、External guide plateとInternal guide pilotを取り付け、先端部の揺れを抑制できる構造とされた。 | |||
* 冷却水としては、冷却水は5000~6000ppmのホウ酸水が使用された。1500ppmのナトリウムも含有され(中和剤)、pH:約7.6で維持された。 | |||
* 1987.1月の技術レビューでは、LCSA全体をCBMで貫通させることは困難だが、数か所の下部プレナムアクセス孔を構築することはフィージブルと判断された。第1層から第4層までは、燃料集合体の直下にフローホールがあり、第5層のみをその真下で貫通できれば、下部プレナムに真空吸引システムのノズルを挿入し、ルースデブリが回収できるのではないかと判断された。 | |||
* 1987.5月に、フルスケールモックアップ試験が実施され、第2層から第5層まで貫通できることが確認された。この段階では、Waukesha Cutting Tools, Inc.社製のトレパニングタイプのビットが使用された(トレパニング:円環状の刃構造)。Waukesha製のビットは、SS製の本体に、窒化チタンコーティングのT-15鋼の刃が取り付けられていた。 | |||
* この段階では、他に、炉心部の掘削に用いられたStratapaxビット、Christensen Mining Products Company製のJunkmillビット(タングステンカーバイド製の粒子を鋼製のボディと先端に塗布)、Hougen Manufacturing Companu, Inc.製のRotobroachビットのテストも行われた。StratapaxとJunkmillは、作業に必要なトルクと荷重がCBM装置の仕様上限に近かった。Rotobroachビットは振動が激しく、この段階で候補から外された。 | |||
* モックアップ試験の結果を受けて、CBMとACESの組み合わせ工法が詳細化された。下部プレナムには大型の瓦礫状デブリが存在すること、LCSA内に相当量の堆積デブリがあることから、LCSAの切断・解体範囲は、当初案より広げられることとなった。 | |||
* CBMの役割は、インコアモニター支持管の周辺で5層構造を円環状に貫通し、LCSAの水平パーツと分離すること、および、LCSA支持ポスト周辺で第3層まで貫通し、支持ポストと水平構造物をフリーにすることとされた。その後に、水平プレートの切断は、ACESで実施することとなった。また、プランBとして、現場での使用経験がないACESが故障した場合には、CBMで下部プレナムまでの貫通部を形成する案が立案された。先端ビットは、Waukesha製が第一案として採用され、プレートごと状態によっては、Junkmillビットもバックアップとして使用されることとされた。 | |||
* [[ファイル:工法ツール 40.png|サムネイル|500x500px|'''<big>図43 LCSA解体作業用に使用された先端ビット [24]</big>''']]1987.10月に、実際の現場作業を模擬したモックアップ試験が行われた('''図42'''[24])。第1層スパイダーと第2層のインコアモニター周辺の掘削に成功、さらに、第4層と第5層の掘削に成功した。一方で、分厚い第3層の掘削、および、CBMだけでLCSA解体する場合に必要となる開口部の連結部分の掘削では振動が発生し掘削に失敗した。さらに、Waukeshaビットでは、セラミックデブリがあった場合に掘削が妨害されること、金属片が大量に発生することが確認された。 | |||
* これらのモックアップ試験は、Terra Tek Drilling Research Laboで実施された。ドリルリグを可動式ガントリー(門型の取り付け装置)に取り付けることで、大気圧や加圧中での様々な掘削位置に移動可能であり、プラットフォームがガントリー内に設置され、垂直方向の位置がおよそ決定された。実機と同様の制御システムを用いて、最大500rpm、6780Nmトルクまでの回転可能で、掘削距離1.8m、掘削速度30.5m/h、ビット荷重最大1779.2kNであった。ターゲット位置からドリルリグまでの距離は最長15.2mであった。 | |||
* モックアップ試験に用いられた模擬構造物は、LCSAの5層を模擬しており、63.5mm径のタイロッドで接続されていた。 | |||
* ほぼすべての掘削をWaukeshaビットで可能と判定されたが、上述の課題が確認された。Junkmillビットは、インコアモニター案内管のスパイダーと付着デブリ除去に使えることが確認された。 | |||
==== CBM装置の改良 ==== | |||
* [[ファイル:工法ツール 41.png|サムネイル|589x589ピクセル|'''<big>図44 LCSA解体作業におけるCBM装置の利用 [24]</big>''']]炉心部掘削用のCBMがほぼそのまま利用されることになったが、若干の改良が行われた。 | |||
* 先端ビットについては、トレパニング構造の<span style="color:blue">'''Waukeshaビット'''</span>(T-15製本体にTiNコーティング、交換式)が、最大50rpm、271~542Nm、136~680kg荷重、0.025~0.152mm/sd侵入速度、の条件で使用された。また、<span style="color:blue">'''Junkmillビット'''</span>(鋼製ボディにWC塗布)が、30~70rpm、271~1356Nm、454~3629kg荷重、<0.127mm/s侵入速度、の条件で、スパイダーの切断と、酸化物デブリの除去に使用された。'''図43'''[24]に、2タイプの先端ビットの模式図を示す。 | |||
* CBMをLCSA掘削に用いる場合の構成を、'''図44'''[24]に示す。 | |||
===== ドリルストリング ===== | |||
ドリルマシンのスピンドルから、先端ビットにトルクと荷重を伝達する役割。114.3mm外径、9.5mm厚、円筒形の炭素鋼製、最長で4.5mのケーシング、ネジとめ式 | |||
===== ツールホルダー ===== | |||
先端の切断ツールを、ドリルストリングにとりつける役割。1.93m長で、上部の406mm部分は、158.8mm径で、Underwater tool changerとのインターフェース の役割。内部は中空で冷却水の流路となる。 | |||
===== Underwater Structure Tool Changer ===== | |||
先端にテーパー加工を有しており、ドリルストリングの下部で、先端ツールを交換する役割(交換イメージは、図44中に図示)。 | |||
===== Underwater Untorqing Fixture、Cutter Head Changing Machine ===== | |||
掘削作業により、ドリルストリングと先端ツールののねじ込み部分、及び、先端ツールの先端でのカッターとのねじ込み部分には、さらにトルクがかかり、増し締めされる。これらを逆回しして、交換する役割。 | |||
===== Flush Water pump ===== | |||
掘削で形成される金属チップの除去には、溶融凝固デブリの掘削の際より大きい冷却水フローが必要となる。模擬試験で、75.7L/分の冷却水流速が必要と確認された。そこで、フローポンプは、従来の18.9L/分ポンプと交換された。 | |||
===== Data Acquisition System ===== | |||
制御盤が改良され、回転速度、先端荷重、トルク、冷却水流速、侵入速度。カッターの深さ位置が、SWP上と制御ルームの双方でモニターできるようになった。 | |||
===== External Guide Plate、Internal Guide Pilot ===== | |||
[[ファイル:工法ツール 42.png|サムネイル|456x456px|'''<big>図45 LCSA掘削作業におけるガイドプレート [24]</big>''']] | |||
先端ツールホルダーの側面を保持する役割('''図45'''[24])。 | |||
==== LCSA解体作業 ==== | |||
作業手順の詳細は、別項目でまとめた。 | |||
<span style="color:blue">'''<big>参考:[[コアボーリング調査と溶融凝固層の破砕]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[下部プレナム調査]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[破損燃料集合体の回収]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[炉心下部構造物(LCSA)の切断解体]]</big>'''</span> | |||
== デブリ取り出し後期に用いられたシステム == | |||
デブリ取り出し後期には、切り株燃料集合体の引き抜き(<span style="color:blue">'''Fuel Assembly Puller'''</span>)、瓦礫状デブリのPick-and-place(<span style="color:blue">'''Core Debris Digger'''</span>)、粒子デブリの回収(<span style="color:blue">'''エアリフト'''</span>)、炉心支持構造物の軸方向解体(<span style="color:blue">'''CBM: Core Boring Machine'''</span>)、炉心支持構造物の切断(<span style="color:blue">'''ACES: Automated Cutting Equipment System'''</span>)、構造物の研磨と付着デブリの除去(<span style="color:blue">'''回転研磨機'''</span>)、インコアモニターの切断(<span style="color:blue">'''Abrasive Saw'''</span>)、などが用いられた。 | |||
=== CSA解体・撤去と、下部プレナムからのデブリ回収の手順 [参考文献15,20,21,23] === | |||
==== 1985.10月~1986年内の作業(太字は、CSA解体・撤去に直接関係する出来事) ==== | |||
* '''1985.9月:''' '''LCSA解体方法とLCSA領域からのデブリ回収ツールの開発に関する最初の技術報告が行われた。''' | |||
* 1985.10月: 上部ルースデブリ上の堆積物の片づけ、デブリ回収の準備作業が開始された。 | |||
* 1985.12月: 上部ルースデブリの回収が開始された。最初は、Pick-and-place方式で瓦礫状のデブリが回収された。 | |||
* 1986.1月: 真空吸引システムが稼働開始した。トングツールでの吊り上げが困難な塊状デブリが表面に残留し、真空吸引できない状態となった。また、つまりも多く発生した。これらを改善するため、ウォータージェットシステムが追加され、フィルター類の改良が行われた。1986.4月には、改良作業により、真空吸引システムによるデブリ回収速度は、約1.36kg/分まで向上したが、後述する冷却水の濁り発生などのため、以降は真空吸引システムは使用されなかった。 | |||
* 1986.2月: 冷却水の濁りが悪化し、実質的に透明度ゼロとなった。ブラインド作業で、デブリ回収が継続された。 | |||
* 1986.4月: ブラインド作業で回収可能な上部ルースデブリははぼ回収終了した。 | |||
* '''1986.4月:''' '''下部プレナム調査の結果と上部ルースデブリ回収で蓄積された知見に基づいて、LCSA解体・撤去と下部プレナムデブリ回収の計画改定が行われた。下部プレナム領域に、大型の瓦礫デブリが堆積していると推定されることから、LCSAの中央部分を切断・解体・撤去する必要があることが示された。あわせて、炉心支持構造物からのデブリ取り出しワーキングチームが設置され、プラズマアーク、サーミックロッド、AWJなどの切断方式について検討が開始された。''' | |||
* 1986.5月: デブリ取り出しをいったん中断し、水質改善作業が行われた。殺生物剤(過酸化水素)投入、フィルターの交換、圧力容器内壁の洗浄、微生物の養分となっていた長尺ツール油圧媒体の無機物質への交換、などが行われた。これらにより、透明度が若干改善した。 | |||
* '''1986.5月: アークプラズマ方式を主とする、LCSA解体・撤去システムの設計要件が公表された。''' | |||
* '''1986.6月: LCSA解体・撤去システム開発の入札が実施され、Power Cutting Inc. (PCI社)がプラズマトーチと水中でのプラズマアーク切断システムの開発担当、Ocean Systems Engineering(OSE社)がマニピュレータシステムと切断物の吊り上げ回収システムの開発機関として選定された。並行して、LCSA内部の堆積デブリと下部プレナム堆積デブリはルースでフラッシングや破砕が容易であるとの仮定に基づいて、EG&G社により、コアボーリングマシン(CBM)によるLCSA開口部構築作業に向けた設計が開始された。<u>#当初は、LCSAの上部層を切断・解体・撤去し、CBMでLCSAの下部層に開口部を設けて、真空吸引ノズルとフラッシングツールを挿入して、ルースデブリを回収するプランであった</u>。''' | |||
* 1986.6月: コアボーリング位置周辺の整理、残留していた瓦礫状や粒子状デブリの回収が行われた。 | |||
* 1986.7月: コアボーリング調査が行われた。'''併せて、LCSA内部や下部プレナム中央部のデブリ堆積状態がビデオ調査された。'''調査結果から、以下が確認された。 | |||
# 炉心部の溶融・凝固層は打撃チゼルやボーリング装置で破砕可能 | |||
# 炉心部の瓦礫デブリを回収した後に、切り株燃料集合体を引き抜く作業が必要(集合体上部からの吊り上げ、あるいは下部からの引き抜き) | |||
# '''LCSA内部の堆積デブリは少なく、LCSAの本来構造は維持。したがって、下部プレナムアクセスのための開口部を構築する必要あり(LCSA中央部の切断・解体)''' | |||
# '''下部プレナム中央部のデブリはルースで、真空吸引システムが利用できる可能性''' | |||
* 1986.8月: コアボーリングマシンがいったん撤去され、打撃チゼル、パーティングウェッジ、トングなどで、溶融・凝固層の破砕作業が行われたが、うまくいかなかった。そこで、ボーリング先端ビットを固体タイプに交換し、ボーリング装置で掘削する方式に変更された。 | |||
* 1986.9月: コアボーリング装置を再設置、デブリ破砕作業の障害となる崩落していた上部端栓などが、Pick-and-place方式で回収された。いくつかの端栓は融着しており、Fuel収納缶に入らなかったため、遮蔽付きドラム缶にホウ酸水を満たして回収し、原子炉建屋内に一時貯蔵された。 | |||
* 1986.10月: コアボーリング19本のテスト掘削が実施された。破砕された瓦礫デブリはトングツールなどで収納缶に回収できることが確認された。 | |||
* 1986.11月: 409本の本掘削が行われた(前述、'''図40'''[15])。炉心中央の約1.4m半径で、深さ数10cmから1.5mほどの範囲が掘削、デブリ破砕された。炉心外周部の約40cm幅の部分にはボーリングビットの先端が届かず、掘削は行われなかった。デブリ破砕作業後に、ビデオ観察とTopography調査が行われた(透明度<10cm)。破砕されたデブリの一部が、切り株燃料の隙間から下方に崩落したことが確認された。トングツールにより、瓦礫状デブリの回収が行われたが、水質改善が優先されることとなった。 | |||
* 1986.12月: 水質が改善され、デブリの堆積状態が確認された。デブリ破砕作業は完全ではなく、回収できないサイズの大型デブリが残留し、損傷したドリルビットなどの部品も散乱していた。馬蹄形リング構造から崩落したと考えられる凝集デブリも観測された。炉心周辺には、馬蹄形リング構造と周辺燃料集合体が残留していた。損傷したドリルストリングなどは収納缶に回収された。破砕デブリの一部はPick-and-placeで回収されたが、吊り上げられない大型瓦礫の回収方法の開発が必要とされた。 | |||
[[ファイル:工法ツール 43.png|サムネイル|450x450px|'''<big>図46(左) Fuel Assembly Pullerの概念図、(右) Core Debris Digger(Clamp Lifterとして、燃料集合体引き上げに使用) [20]</big>''' ]] | |||
[[ファイル:工法ツール 44.png|サムネイル|450x450px|'''<big>図47(左) Pole Snare、(右) Spike付きのFuel Assembly Puller [20]</big>''']] | |||
==== 1987年内の作業 ==== | |||
* 1987.1月: 長尺ツール(グリッパー、スクーパー、ディガーなど、'''表3'''[20])で、破砕された炉心部の溶融・凝固デブリが回収された。さらに、Fuel収納缶に直接入らない大型デブリ瓦礫については、漏斗ツールと空圧チゼルが開発された。漏斗ツールを収納缶の上に取付、Pick-and-placeした大型デブリをその中で打撃破砕し、収納缶に装荷した。 | |||
* 1987.1月: 並行して、切り株燃料集合体に対するPick-and-placeアプローチが開始された。集合体下部に、'''Fuel Assembly Puller'''(2個の爪で下部格子グリッドから下部端栓を引き抜くツール、'''概念図46(左)'''[20])を取り付けて引き抜く方式が検討された。そのために、下部格子グリッドから、破損燃料棒やルースデブリを除去する必要があった。また、炉心部デブリのPick-and-place作業で、デブリが下部格子グリッドに崩落するのを防止する必要があった。 | |||
* 1987.2~3月: 炉心部瓦礫デブリの回収がほぼ終了し、炉心西側の切り株燃料集合体(比較的残留長が大きい領域)の回収作業が開始された。切り株燃料の上部1~1.7mの範囲が、クランプツール、しばりつけツール、切断ツールなどで撤去・切断された('''表3'''[20])。当初は、上部端栓を把持して引き抜き作業が行われたが、上部端栓だけが脱落し、燃料集合体の上部が残留したため、これらのツールによる作業が行われた。 | |||
* 1987.3月: A6集合体を、ほぼ無傷で完全に引き抜くことに成功した。これにより、下部格子グリッドに直接アクセスできる開口部が形成された。さらに、隣接するA7,B6集合体が引き抜かれた。 | |||
* 1987.6月: 具体的な引き抜き手順を検討するための'''DTAG(Defueling Tooling Advisory Group)'''が設置された。DTAGにより、切り株燃料の取り出し手順と使用するツール、さらに、装置の改良について提案が行われ、以降は、切り株燃料集合体の取り出しが加速化された。DTAGの提案に基づいて、Fuel Assembly Pullerが設計製作された(#詳細図面は公開されていない)。Pullerにより、集合体の下部が下部格子グリッドから外されると、次に、集合体を吊り上げてFuel収納缶に装荷するツールが必要となった。当初は、'''Debris Digger、Pole Snarer'''('''図46(右)'''[20]、'''図47(左)'''[20])が用いられた。Diggerは集合体上部を挟み付けて吊り上げる方式、Snarerは集合体上部にリングをひっかけて吊り上げる方式であった。しかし、これらのツールでは、集合体がしばしば脱落するケースがあった。 | |||
* 1987.8月: DTAGの提案により、改良型のPullerが導入された。下部格子から外れた燃料集合体を把持する際に、その上部にスパイクを打ち込むことで落下しにくくするという工夫がなされた('''図47(右)'''[20])。さらに、改良された集合体ハンドリングツールでは、吊り上げた集合体の側面がサポートされるように工夫された | |||
* 1987.12月: 1体を残して、切り株燃料集合体が回収された。回収ペースは、3月2体、4月1体(#最初に下部格子から外された3体)、5月9体、6月22体(#DTAGの指示により加速化)、7月25体、8月34体(#改良ツールの投入により、さらに加速化)、9月39体、10月33体、11月10体、12月1体、となった。最後の一帯はR6集合体であり、これはLCSAに融着していたため、LCSA解体時まで回収が延期されることとされた。 | |||
* 1987年末: 切り株燃料の引き抜きにともなって、炉心周辺に残留していた馬蹄形リング構造の凝集物デブリが破砕され、一部は下部プレナムに崩落、一部は切り株燃料に付着して収納缶に回収された。1987年中に、燃料物質の66.4%が回収された。 | |||
* '''1987年内: 一方で、UCSAを含む、CSAの解体計画、および、下部プレナムデブリの回収計画の具体化が進捗した。''' | |||
==== | ===== UCSA解体計画、コアフォーマ領域からのデブリ回収計画 ===== | ||
* UCSAは容器槽内にあり、熱遮蔽体にボルト止め、さらに、LCSAを吊り上げ保持する構造物である。容器槽はSS製のシリンダー構造(厚さ2インチ)で、その内側に、8枚の水平コアフォーマープレートと36枚のバッフルプレートが取り付けられている。 | |||
* コアフォーマ領域からのデブリ取り出しの大きな課題は、バッフル板の裏側にどうやってアクセスするかであった。 | |||
* バッフル板のタイプは2種類で、集合体5個分の幅を持つ幅広プレートが炉心サイドに各1枚、炉心の角用にステップ構造をもつプレートが各1枚(合計8枚)装荷されている。 | |||
* 初期案として、以下のアプローチが提案された。 | |||
# 幅広プレートをプラズマアークで縦方向全長に切断(接続ボルトの外側)、次に水平方向に切断(ボルト列の上下ラインで、縦方向切断位置まで)する。これにより、幅広プレートに開口部が形成される。 | |||
# 角プレートは単純切断で4つに解体する。角プレートに隣接している幅広プレートを縦方向に切断することで、角プレートは、バッフル板に接続している角ボルトを外さなくても撤去可能となる。 | |||
# これらの方法で切断解体すれば、ボルト1476本の内、576本をはずせば、コアフォーマへのアクセスが可能となる。 | |||
* バッフル板撤去後のデブリ回収については、コアフォーマ堆積デブリは、打撃処理での破砕やフラッシング可能と予想された。そこで、以下のデブリ回収技術が必要とされた。 | |||
# バッフルフローホールやボルト周辺の固着デブリ | |||
# バッフルプレート最下部の堆積デブリ(下部格子グリッドとの接合部)、プラズマアークで切断 | |||
# コアフォーマプレート上、バッフルプレート上、コアバレルの内側の固着デブリのかきとり除去 | |||
# 水平面からのルースデブリのフラッシング、容器槽と熱遮蔽の間の円環領域からのデブリフラッシング | |||
* これらの作業に必要となる複数種類のツールの設計検討が開始された。 | |||
===== LCSA解体計画、LCSA内堆積デブリの回収計画 ===== | |||
* これまでの調査により、LCSAに大きな損傷なし。コアボーリング時点では、堆積デブリの物量が少ないと判断された。したがって、初期案として、LCSA中央部の46インチ角(116cm角)の範囲を、アークプラズマ切断装置で漏斗型に切断撤去することが提案された。 | |||
* しかし、炉心部でのデブリ掘削作業を経た後での新たなビデオ調査では、LCSAプレート間に多くのデブリが堆積していることが観測された。従って、アークプラズマ切断装置での開口部サイズを大きくする必要が発生した。この際のアークプラズマ切断回数は2000回以上と見積られ、これは、LCSAの強度に影響する可能性が懸念された。 | |||
* 従って、アークプラズマ切断装置とコアボーリング装置との併用による改良案が志向された(アークプラズマでの水平面の直線切断、ボーリング装置での軸方向構造物周辺の円形切断)。 | |||
* さらに、5層構造のLCSAを一枚ずつ解体し、堆積デブリを回収する方式が採用されることとなった。 | |||
=== | ===== 下部プレナムデブリの回収 ===== | ||
* これまでの内部調査結果に基づき、下部プレナムデブリの物量予測が行われた。真空吸引可能デブリ:約11トン、真空吸引不可のルースデブリ:約9トン、溶融・凝固デブリ(下部プレナムハードデブリ):約5トン、炉心部から移行した燃料棒など:約500kg | |||
* これらの回収には、Pick and place方式、真空吸引システム、エアリフト、岩石デブリの破砕ツールなどが必要とされた。 | |||
* 1988年に、下部プレナムからのデブリ回収に適切なツールが導入されることとなった。さらに、これらのツールは、下部ヘッドモックアップ装置で機能確認する必要性が指摘された。 | |||
==== 1988年内の作業 ==== | |||
* LCSA内部と下部プレナム堆積デブリ回収のため、LCSA中央部の第1層から第4層までの解体・切断・撤去作業が進められた。'''図41'''に、LCSAの5層構造と、軸方向の構造物(インコアモニター案内管、支持ポスト)を示す(前述)[22]。 | |||
* 1987年末 LCSA切断・解体の準備開始。モックアップ試験。作業中の作業員被ばく評価。回収した切断ピースの貯蔵場所として、Core Flood Tank-Aを選定(#デブリ取り出し作業エリアから距離があり、かつ、内部を水没させて遮蔽可能)。CFT-Aに冷却水循環システムとフィルター、および、支持構造物取付。CFT-Aと圧力容器の連結配管を切断、閉塞。並行して、コアボーリングマシン(CBM)とプラズマアーク切断システム(ACES)の具体的な作業組み合わせ方法を検討。 | |||
* 1988.1月: CBMにより、第1層スパイダー部分の切断(インコア案内管52本の周辺)が完了した。'''#CBMでの貫通作業での課題は、最初にクリーンな掘削表面を露出させることであった。''' | |||
* 1988.2月: CBMにより、炉心周辺部のインコア案内管15本(ガセットなし)のうち、12本では第4層まで貫通(#第5層まで貫通を計画したが堆積デブリによる妨害で断念)、3本(R7など)ではデブリ固着のため掘削を断念。金属チップは、計画では下部プレナムに落とす予定であったが、できるだけ吸引して回収された。さらに、インコア案内管の上部では、計装ラインをAbrasive sawで切断し、デブリ侵入防止のはめ殺しナットが取り付けられた。 | |||
* 1988.3~4月: CBMをいったん撤去、代わりに中型エアリフト(midi Airlift)を設置して、粒子状デブリの除去作業を実施、約160kgのデブリがFuel収納缶に回収された。さらに、CBMが再設置され、支持ポスト48本の周辺掘削作業が行われた。'''#外周部での金属チップ発生が予想以上に多かったため、16本のうち、14本で第3層までの掘削は実施されなかった。'''掘削作業中にLCSA中央部がたわむのを防止するため、支持ブロック3個が投入された。さらに、CBMで、第1層に対して16か所の追加掘削を行うことで、第1層は大きな1個のピースと小さな12個のピースに分割された(#第1層については、結局、ACESは使用されなかった)。'''#CBMのガイドプレートが作業後に高線量になっており、一時撤去・貯蔵作業の課題となった。#ブラインドでの位置決めは困難であり、以降は、CBMやACESでの切断位置の近くにビデオを設置して、作業を監視することとなった'''。 | |||
* 1988.4月: 切断した第1層13ピースを、Core Flood Tank-Aに遠隔移送、貯蔵された。撤去前に、各切断ピースのビデオ観察と線量測定、デブリフラッシングが行われた。 | |||
* 1988.5~6月: LCSAの上に、ACESのX-Yブリッジ設置し、プラズマトーチのテスト。トーチのオンオフ制御トラブル、チップの寿命安定せず、いったんACESを撤去し再調整することになった。ACES再調整中に、LCSAの隙間に堆積しているデブリを、Pick-and-Placeで回収(#グリッパーやディガー使用し、Fuel収納缶3体分)。ACESを再投入し、第1層の炉心周辺部の残留部のトリミング作業を実施(合計74か所)、切断くずはFuel収納缶に回収。 | |||
* 1988.7~8月: ACESをいったん撤去し、トリミングされたLCSA第1層の切断ピースがFuel収納缶に回収された。その後、ACESを再投入し、第2層の切断作業で4枚のπ型ピースを切り出し、ブラシ掛けとフラッシングでデブリ除去、Core Flood Tankに遠隔移送で貯蔵された。 | |||
* 1988.9~11月: ACESをいったん撤去、LCSAの状態がビデオ調査で確認された。この時点では、支持ポストやインコア案内管は、第3層から突き出して残留していた。フローホール内に詰まっていたデブリが、Vise Grip Plierとエアリフトで除去された。ACESを再投入し、インコアモニター案内管の突出部分38本と支持ポストの突出部分28本が切断され、Fuel収納缶に回収された。さらに、59か所で第3層が切断され、4体の切断ピースごとに吊り上げられ、ブラシとフラッシングでデブリ除去後に、撤去回収された。 | |||
* 1988.11~12月: ミニエアリフトで、第4層表面の堆積デブリ回収とクリーニングが実施された(#Fuel収納缶2個分のデブリ回収)。さらに、真空吸引システムで、第4層と第5層の間に堆積していたデブリ回収の試みが行われた(#余っていたKnockout収納缶の有効利用のため)。#'''しかし、Knockout収納缶のつまりが何度も発生し、回収量は68kgにとどまった。結局、エアリフトに切り替え'''。第4層の中央部分から、4パーツが切断回収され、油圧回転ブラシでクリーニング後に、Core Flood Tankに遠隔移送された。第4層解体と並行して、R7部分の溶融凝固デブリがAWJで破砕除去された。第4層撤去後に、LCSA残留状態がビデオ調査され、3Dマップが作成された。 | |||
* 下部プレナムからのデブリ回収計画とUCSAの解体とデブリ取り出し計画が、それぞれ完成し、許認可がなされた。 | |||
===== 下部プレナムデブリの取り出し計画 ===== | |||
* 3段階で実施 | |||
# ルースデブリを、エアリフトあるいは真空吸引システムで回収 | |||
# 真空吸引できない瓦礫デブリは、Pick-and-place工法で回収 | |||
# 大型デブリは、スライドハンマーで破砕してから回収 | |||
* デブリ回収は、LCSA中央の開口部から実施 | |||
* 下部プレナム用のモックアップ試験環境を準備 | |||
===== UCSA解体とデブリ取り出し計画 ===== | |||
* 以下の工法を組み合わせる | |||
# ACESで、バッフル板の全長を縦切り(8か所) | |||
# 油圧打撃レンチで取付ボルト除去し、バッフル板とコアフォーマ板の接続解除 | |||
# バッフル板を数枚除去し、コアフォーマへのアクセスを確保 | |||
# レンチで撤去できない取付ボルトは、CBMを利用して撤去 | |||
* 1988年内に、必要ツールの設計・製作・機能確認試験実施 | |||
* ACESでボルト撤去の予備試験実施(5本成功、4本失敗)。開口部のクリーンアップが必要と判断。 | |||
==== 1989年の作業 ==== | |||
* LCSAの第4層と第5層の解体・撤去、下部プレナムデブリの回収、UCSAのバッフル板の解体・撤去、コアフォーマ領域からのデブリ回収が進められ、炉心デブリの99.7%が回収された。圧力容器内の最終クリーンアップが行われた(#最終検査は1990年1月に実施)。 | |||
*1989.1月: 中型エアリフトで、第4上の堆積デブリが回収された。併せて、真空吸引システムで微粒子デブリが回収された。LCSA第4層切断ピースのデブリ除去と取り出しが行われた。 | |||
*1989.2~4月: ACESをいったん撤去し、LCSA第5層上の堆積デブリのPick-and-placeと中型エアリフトでの回収作業が行われた。再度ACESを投入し、第5層に対して104回の切断で、中央部分が26分割された。これにより、中央部分に約254cm角の開口部が形成された(LCSA解体・撤去作業終了)。 | |||
*1989.5月~: デブリディガー、デブリグリッパー、真空吸引システム、中型エアリフトを用いて、下部プレナムルースデブリの回収が行われた。エアリフト操作により水質が悪化し、微粒子デブリが多く残留したため、真空吸引システムが併用された(#Knockout収納缶のつまりが多く発生したが、微粒子デブリのフィルターとしては稼働)。スライドハンマーで、下部プレナムハードデブリを打撃破砕(#168kg重量のハンマーを1.8~3.7m落下させて打撃)。これにより、ハードデブリの約80%が破砕後に回収された。下部プレナム中央の30~60cm径で厚さ20cmのハードデブリには、打撃がうまく加わらず、破砕に時間がかかった。デブリがほぼ取り出し終了した時点d根、下部ヘッドののビデオ調査が実施された。インコアモニター案内管52個のうち、8個が大きく損傷し、20個に若干の損傷が見られた。うち、2個では、本来の案内管が溶け落ち、数cm長さしか残留していなかった。下部ヘッド内面のブラシ掛けの後、大きく損傷した案内管周辺のビデオ調査が行われ、ヘッド内面にクラックがあることが観測された(#クラック厚さは、表面のライナー層内にとどまっていた)。 | |||
*1989年下期: '''図48'''にバッフル板撤去した後のコアフォーマ領域の模式図を示す[23]。以下の手順で、UCSA解体とデブリ取り出しが行われた。 | |||
# バッフル板を縦方向に8か所で切断(プラズマトーチ、手動マニピュレータ使用) | |||
# 864本のコアフォーマへの取付ボルト撤去(油圧レンチ、ドリル使用) | |||
# 2本のクランプを切り出した8分割のバッフル板の上部にそれぞれとりつけて、コアフォーマプレートから分離、さらに、表裏面をフラッシング | |||
# コアフォーマ領域に堆積していたデブリかき落とし(ウォータージェット使用)、さらに、崩落した粒子デブリを真空吸引、大きな粒子は機械的に打撃して分離 | |||
# この作業を8分割区画で繰り返し、いったんデブリ吸引した領域にデブリが再度移行しないように、防護プレート取り付け | |||
# 下部プレナムに崩落した残留デブリを最後に回収(中型エアリフト、真空吸引システム利用) | |||
* 1988.12月: 炉心部の内壁を上から下に向けてフラッシング、付着デブリの研磨。 | |||
<gallery widths="400" heights="400"> | |||
ファイル:LCSA解体 32.png|リンク=ファイル:LCSA解体_32.png|'''<big>図48(a) LCSA切断解体時点でのRPV内模式図 [23]</big>''' | |||
ファイル:LCSA解体 33.png|リンク=ファイル:LCSA解体_33.png|'''<big>図48(b) コアフォーマプレート上へのデブリ堆積の模式図 [23]</big>''' | |||
ファイル:LCSA解体 34.png|リンク=ファイル:LCSA解体_34.png|'''<big>図48(c) バッフルプレート撤去後のコアフォーマ領域の模式図 [23]</big>''' | |||
</gallery> | |||
''' | <span style="color:blue">'''<big>参考:[[初期の燃料デブリ取り出し中に得られた知見]]</big>'''</span> | ||
<span style="color:blue">'''<big>参考:[[コアボーリング調査と溶融凝固層の破砕]]</big>'''</span> | |||
''' | <span style="color:blue">'''<big>参考:[[下部プレナム調査]]</big>'''</span> | ||
<span style="color:blue">'''<big>参考:[[破損燃料集合体の回収]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[炉心下部構造物(LCSA)の切断解体]]</big>'''</span> | |||
''' | <span style="color:blue">'''<big>参考:</big>'''</span><span style="color:blue">'''<big>[[炉心上部構造物(UCSA)の切断解体]]</big>'''</span> | ||
<span style="color:blue">'''<big>参考:[[DOE年次レポートの概要]](炉心部からのデブリ回収、LCSA解体計画、1986年レポート)</big>'''</span> | |||
''' | <span style="color:blue">'''<big>参考:[[DOE年次レポートの概要]](LCSA解体作業、1987年レポート)</big>'''</span> | ||
=== 長尺ツール === | |||
'''表3'''に、炉心部デブリの破砕作業以降に用いられたデブリ回収ツールの一覧を示す[20]。取り出し初期の上部ルースデブリ回収に用いられた長尺ツールのうち、重量物シャーリング、スペードバケツ、油圧クランプリフター、などが継続的に用いられた。さらに、瓦礫デブリをすくいとるためのデブリディガーが新たに投入された(前述、'''図42(中)'''[20])。コアボーリング装置によるデブリ破砕作業は不十分だったため、大型のデブリ瓦礫が残留していた。これらについては、Fuel収納缶の上に、デブリ漏斗ツールを設置し、デブリディガーでその上に大型デブリを載せ、空圧チゼルで破砕して回収する方法が採用された。 | |||
切り株燃料集合体の回収には、油圧クランプリフター、燃料集合体プラー、ポールスネアラー、デブリディガーなどが用いられた。切り株燃料集合体の上部を引っ張ると、上部端栓だけが脱落したため、燃料集合体の上に突き出していた部分は、シャーリングやクランプツールで切断回収された。 | |||
その後、A6集合体が、デブリディガーによりほぼ無傷で引き抜けたため、下部格子グリッドまで到達できるアクセスが構築された。その開口部を利用して燃料集合体プラーが吊り降ろされ、隣接する集合体を下部格子グリッドから引き抜く作業が行われた。切り株燃料集合体の回収作業の途中で、スパイク付きの改良プラーが導入された。これと、ハンドリングツールの組み合わせで、切り株燃料集合体の回収が進められた。この作業で発生した粒子デブリについては、ミニエアリフトが導入され、そこに取り付けられたエアリフトローダー内に回収されたデブリがそのまま収納缶に収められた。エアリフトの詳細は、次の項で説明する。 | |||
{| class="wikitable" | |||
|+'''<big>表3 溶融・凝固デブリの破砕作業以降に用いられたデブリ取り出しツールリスト [20,21,23,27]</big>''' | |||
!ツール/コンポネント | |||
!英語名 | |||
!用途 | |||
|- | |||
| colspan="3" |'''<big>1987年の作業で使用</big>''' | |||
|- | |||
|重量物シャーリング | |||
|Heavy-duty shear | |||
|燃料集合体バンドルの一部断面を切断。初期に用いられたツールと同様(前述、'''図25'''[2])。 | |||
|- | |||
|スペードバケツ | |||
|Spade bucket | |||
|ルースデブリ、小型瓦礫デブリ、破損燃料棒破片の回収・引き上げと収納缶への装荷。初期に用いられたツールと同様(前述、'''図24(左)'''[2]) | |||
|- | |||
|デブリディガー | |||
|Core debris digger | |||
|ルースデブリや小型瓦礫デブリの回収・すくい上げ、切り株燃料の吊り上げ。後期に新たに投入(前述、'''図46(中)'''[20])。 | |||
|- | |||
|空圧チゼル | |||
|Air chisel | |||
|重量物用漏斗の上に載せた大型デブリを破砕し、収納缶内へ装荷。溶融・凝固層の破砕用に開発(前述、'''図36(左)'''[2]) | |||
|- | |||
|デブリ漏斗 | |||
|Debris funnel | |||
|Fuel収納缶の上に設置し、大型瓦礫を空圧チゼルで破砕する作業の受け皿となった(前述、'''図30(右)'''[2])。 | |||
|- | |||
|油圧クランプリフター | |||
|Hydraulic clamp lifter | |||
|切り株燃料集合体の上部を油圧クランプで締め付け、下部格子グリッドから引き抜く(前述、'''図46(右)'''[2])。 | |||
|- | |||
|燃料集合体プラー | |||
|Fuel assembly puller | |||
|燃料集合体の下部を下部格子グリッドから引き抜く(前述、'''概念図46(左)'''[20])。 | |||
|- | |||
|ポールスネアラー | |||
|Pole snarer | |||
|切り株燃料集合体の上部をリングでひっかけ、吊り上げる(前述、'''図47(左)'''[20])。 | |||
|- | |||
|スパイク付きの燃料集合体プラー | |||
|Fuel assembly puller with spike | |||
|燃料集合体の下部を下部格子グリッドから引き抜き・吊り上げ、さらに、燃料集合体ハンドリングツールによる移動の際に側面をサポート。 | |||
|- | |||
|燃料集合体ハンドリングツール | |||
|Fuel assembly handling tool | |||
|スパイク付きの燃料集合体プラーから切り株燃料集合体を取り外し、収納缶内に挿入(前述、'''図47(右)'''[20])。 | |||
|- | |||
|エアリフトローダー | |||
|Airlift loader | |||
|エアリフトで回収された粒子デブリやルースデブリをFuel収納缶内に直接装荷(後述、'''図49'''[25])。 | |||
|- | |||
|小型エアリフト | |||
|Mini-airlift | |||
|初期に導入された小型タイプのエアリフト(後述、'''図49'''[25])。 | |||
|- | |||
| colspan="3" |'''<big>1988年の作業で新たに使用</big>''' | |||
|- | |||
|中型エアリフト | |||
|Midi-airlift | |||
|より大型のデブリ粒子を回収できるエアリフト(後述、'''図49'''[25]) | |||
|- | |||
|ACES(アークプラズマ切断システム) | |||
|Automated cutting equipment system | |||
|アークプラズマトーチを5軸方向に位置決めし、金属構造物を切断(後述、'''図51(b)'''[28]) | |||
|- | |||
|切断ソー | |||
|Abrasive saw | |||
|円形ブレードで、構造物を切断('''図36(右)'''[2]) | |||
|- | |||
|CBM(コアボーリングマシン) | |||
|Core boring machine | |||
|溶融・凝固デブリの破砕、軸方向構造材周辺のくりぬき切断('''図38'''[18])。用途によって、先端ビットを交換。 | |||
|- | |||
|ボルトレンチ | |||
|Bolt torque tool | |||
|バッフル板の取付ボルト外し | |||
|- | |||
| colspan="3" |'''他に導入が検討された設備、ツール''' | |||
|- | |||
|真空吸引システム | |||
|Vacuum defueling system | |||
|吸引ノズル、knockout収納缶、Filter収納缶、吸引ポンプで構成されるシステム。取り出し後期でも、製作したknockout収納缶を有効利用する目的で使用された。 | |||
|- | |||
|Cavijet | |||
|Cavijet | |||
|2タイプを設計。高圧ガスを先端から噴出させ、瓦礫デブリを巻き上げ、破砕。LCSAのホール部分などをクリーニング。 | |||
|- | |||
|MANFRED | |||
|Manipulator for reactor defueling system | |||
|下部プレナムでのデブリ取り出し自動化システム。SWP上からの長尺ツール作業の代わりに、ロボット操縦のマニピュレータでデブリ近くで作業。 | |||
<nowiki>#</nowiki>現場投入されなかった。 | |||
|} | |||
=== エアリフト === | |||
<span style="color:blue">'''エアリフトシステム(ALS: Air-lift system)'''</span>の構成図と、圧力容器内での作業模式図を'''図49(a),(b)'''にそれぞれ示す[25]。<span style="color:blue">'''Midi-airliftシステム'''</span>は、下部プレナムから粒子状デブリを効率的に回収するシステムとして開発された。また、一回り小型の<span style="color:blue">'''Mini-airlift'''</span>が、炉心部での粒子デブリ回収に使用された。 | |||
ALSの主要パーツは、リフト配管とガス注入部、分離チャンバー、関節式の吸引ノズル、吊り下げ軸とクリーンアウトケーシング、デブリバケツ、制御系、などで構成されている。Midi-airliftは、全長14.5m、総重量839kg、クレーンで吊り下げ保持され、位置決め後にクランプされて固定されて使用された。また、ALSは中心軸に対して非対称構造なので、分離チャンバーの横に取り付けられたバラストにより、水平位置が安定化された。 | |||
リフト配管とガス注入セクション('''図49(a)'''の最下部)は、SS製の外径12.6cm、内径10.15cmパイプであり、その先端に関節式の吸引ノズル(約0.5m長)が取り付けられている。関節式ノズルにより、'''図49(b)'''にあるように、先端の吸入ノズルを所定の位置に持っていくことができる。リフト配管は円環になっており、内管の内部がデブリ粒子を含む水流を上昇させるリフト配管となっており、外側の円環部分を通じてSWP上のジャンクションボックスからガスが供給される(#ガス供給位置は、関節式ノズルの先端ではないことに留意)。エア注入部に設けられた微細ホールを通じて、ガスバブルがリフト配管内に供給される。バブルと液相水の混合物の比重は、周辺の稠密液相水より小さいため、リフト配管内には気液混合物の上昇流が発生する。これにともない、関節式ノズルの先端から周囲の稠密液相水がデブリ粒子を巻き込みながらリフト配管内に流入する。ガスを連続的に供給することで、連続的な吸入流れが発生する。リフト配管内の流速が、水中を落下するデブリ粒子の沈降速度以上であれば、デブリ粒子は正味上方に輸送されることになれる(Stokesの法則により、25.3mm径のUO<sub><small>2</small></sub>球形粒子、比重10.4g/cc、の沈降速度を計算すると、2.8m/sとなる。これ以上の上昇流速があれば、デブリは実質的に上方に移動する)。 | |||
''' | エアリフトの運転パラメータはガスの供給量(#上昇流速)となる。リフト配管内で、<span style="color:blue">'''気液混合流によるエアリフトフローを形成'''</span>するには、流体内のガス最小体積というパラメータが重要である。この値よりガス体積の割合が大きければ、上昇流が発生する。'''ガス体積のピーク値'''という制限条件があり、その値までは、上昇流の速度は増加する。ところが、ピーク値以上にガス体積が大きくなると、むしろ気泡の凝集が促進されるようになり、ほぼ液相だけからなるスラグ流が発生し始めるため、上昇効率が大幅に低下する。TMI-2のALSでは、気泡の凝集を防止するために、円環状のリフト配管を設け、そのガス注入部の周囲に12個の1cm径のホールを設けてバブルが供給されるように設計された。 | ||
ガスバブルフローの制御因子は、文献<span style="color:blue">'''Encyclopedia of Fluid Mechanics'''</span>に基づいて計算された[26]。しかし、この文献には、気液フローの排出位置が、周囲の液相水位より低い場合の流動特性については記載がなかった(#TMI-2のケースでは、遮蔽のため、フローの終端は、水位表面より3m下に設置する必要があった)。設計条件として、リフト配管が完全に水没する条件で評価を行った。解析の結果、この条件はむしろ気液2相流を上昇させやすいことが明らかになった。リフト配管先端へのガス注入速度と圧力は、それぞれ、2774L/分、98.5kPaと設定された。この供給ガスは、SWP上にあるジャンクションボックス(J-Box、図参照)で調整された。このガスを供給することで、リフト配管内での設計上の上昇流は、3.96m/s、1480L/分となった。 | |||
''' | ALSの中央部分には、<span style="color:blue">'''2つのチャンバーからなるセパレータアッセンブリ'''</span>が配置された。2つのチャンバーは流路サイズが異なっており、バッフル板で仕切られていた('''図49(c)'''[25])。リフト配管内を上昇してくる気液粒子の3相流は、高流速用のチャンバー(チャンバー1、断面積539cm<sup><small>2</small></sup>)内で、流速3.1m/sまで低下する。この流速になると、微小バブルの連結が促進され、バブル連結しながらチャンバーの上部にフローが到達する。チャンバー上部には、<span style="color:blue">'''ガスバブルドーム'''</span>が形成される。ドームが拡大すると、ガス相は、チャンバー側面のホールから放出される。解析と機能確認試験により、この側面ホールの位置が最適化され、ガスバブルドームのサイズが一定に保たれるように設計された。これにより、3相流がドームにぶつかると液相とデブリが分離し、デブリ粒子は沈降開始する。沈降したデブリ粒子と液相は、低速チャンバー(チャンバー2、断面積1532cm<sup><small>2</small></sup>)に移行すると、流速0.45m/sまで低下する。解析上は、600μm径以上のUO<small><sub>2</sub></small>粒子が水相中で正味の重力沈降する。<span style="color:blue">'''デブリ粒子は、デブリバケツ内に堆積'''</span>し、液相水と微粒子は圧力容器内に還流される。 | ||
デブリバケツは、Fuel収納缶にそのまま装荷できるユニバーサルタイプが使用された。デブリバケツハンドリングツールで、セパレータの下に取り付けられ、回収されたデブリ重量はリフト配管のstem(二重管の外側)に取り付けられたロードセルで測定された。満載になったデブリバケツは、カルーセルに移動し、Fuel収納缶内に装荷された。 | |||
リフト配管の先端には、<span style="color:blue">'''関節式の吸引ノズル'''</span>が取り付けられ、油圧で垂直から20度まで可変となっていた。これで、LCSA内のフローホールに堆積していたデブリにもアクセス可能となった。ノズルの径方向の回転は、stemごと回転することで行われた。この際、リフト配管や分離チャンバーとは、カップリングで独立に動作できるように設計された。セパレータチャンバーとstem及びリフト配管も独立で稼働するように設計され、内側のリフト配管を上下することで、セパレータ下部のつまり除去ができるように設計された。 | |||
セパレータの外側には、空気を充填したバラストチューブが7個取り付けられた。セパレーターの形状が非対称だったため、バラストにより反力を提供し、ALS をほぼ垂直に吊り下げることができた。 | |||
リフト配管の中央には、軸アッセンブリ(4.5インチ外径のSS棒)が配置され、ALSの重量保持と、各パーツの位置関係の保持が行われた。 | |||
INELで、ALSのフルスケール模擬試験が行われた(#10.6m水深、1.8m径の水タンク使用)。模擬デブリとして、鉛削りくず、2.5cm径の鉛ブロック、1cm径SS配管の2~5cmの切断片、などが用いられた。投入時点では、重心が偏心し、センターラインは垂直から5度傾いていたが、バラスト制御により0.5度以内に調整できた。モックアップ試験により、吸引ノズル先端をデブリから約6cmの位置に配置することで、デブリ吸引が可能で、吸引開始後約2秒でセパレータに粒子が到達することが確認された。リフト配管の径方向位置を変更することなく、モックアップ装置底部の約1m径の範囲のデブリを吸引することができ、吸引速度は230kg/分と評価された。これらの結果は、当初の想定を上回る良好なものであった。デブリバケツは約1分の運転で万歳になった。また、ガスバブルドームと水層の海面にスクリーンを置くとより高い効率が達成できることが分かったが、実機には反映されなかった。この高効率は、リフト配管の排出部が推進4mにあったことで、エアリフト効果がより効率化したためと考えられた。<gallery widths="400" heights="400"> | |||
ファイル:工法ツール 45.png|'''<big>図49(a) エアリフトシステム(ALS)の構成図 [25]</big>''' | |||
ファイル:工法ツール 46.png|'''<big>図49(b) エアリフトシステム(ALS)の使用模式図 [25]</big>''' | |||
ファイル:工法ツール 47.png|'''<big>図49(c) エアリフト効果の概念図 [25]</big>''' | |||
</gallery>[[ファイル:取り出しツール 3.png|サムネイル|375x375px|'''<big>図50 ACESの概念図 [27]</big>''']] | |||
=== プラズマアーク切断システム[参考文献27] === | |||
[[ファイル:Winston 25.png|サムネイル|450x450px|'''<big>図51(a) ACESによるLCSA切断解体の3D模式図 [28]</big>''']] | |||
[[ファイル:Winston 26.png|サムネイル|500x500px|'''<big>図51(b) ACESによるLCSA切断解体の3D模式図 [28]</big>''']] | |||
'''<span style="color:blue">炉心下部構造物(LCSA: Lower Core Support Assembly)'''や<span style="color:blue">'''炉心上部構造物(UCSA: Upper Core Support Assembly)'''</span>の切断/解体に用いられた、プラズマアークトーチと自動化切断システム('''<span style="color:blue">ACES: Automated Cutting Equipment System</span>''')の模式図を'''図50'''に示す[27]。プラズマアーク切断法は、他の様々な切断方法(ウォータージェット、シャーリング、アークソー、酸素燃焼、超音波破断、レーザー切断など)の中から選定された。圧力容器ヘッドから約10.7m下のLCSAの上部に組み立てられ、5軸構造を有している。XY軸方向にはキャリッジとトロリーによりトーチつーつを移動することができる。マニピュレータでZ軸方向に移動可能である。マニピュレータの先端には、空圧グリッパーが取り付けられており、Z軸回りを360度回転できるA軸と、Z軸に対して最大で90度傾斜させることができるB軸を有している。グリッパーは3タイプのプラズマトーチとend effectorを保持することができる。 | |||
LCSAの断面模式図は、前述の'''図41'''に示している[22]。実際の切断作業に向けて、3D図面が制作された[28]。'''図51(a)'''に、作図されたLCSAと圧力容器下部の3D図面を示す[28]。LCSAは水平面には5層構造を有しており、軸方向には5層構造を支持する支持ポストや、5層構造の内部にインコアモニターを貫通させる案内管などが取り付けられている。また、インコア案内管の周囲には、これを支持するスパイダー構造がある。これらの複雑な構造物を切断する必要があった。また、切断くずが大量に発生することや、冷却水中にホウ酸5000ppmと苛性ソーダ1200ppmが含有され、若干の電導性があること、高線量環境であること、などが大きな課題となった。 | |||
プラズマアーク切断トーチ(PAC: Plasma Arc Cutting)は、電気電導性のある物質を切断することができる。先端トーチ内に約10000~28000℃の窒素ガスプラズマを発生させ、タングステン電極と銅製のノズルの間でパイロットアークを発生させた後、トーチの先端部分と切断対象物の間でアークを飛ばして、対象物を高温溶融させ、これを吹き飛ばすことによって切断を行う。当時は、水中での使用例はなかった。 | |||
複雑なLCSA構造を切断するために、4種類のトーチが設計された(90度向きのトーチ(大型、小型)、180度向きトーチ、反転180度向きトーチ)。切断作業では、まず、着火位置(Main Arc Transfer)に向けてアークを着火させた後、切断位置にアークを移動して行われた。切断深さに応じて、自動で電圧制御しつつ切断が行われた。5.1cmより深い部分では、180Vの電圧で、17.8~20.3cm/分の切断速度が得られた。それ以下の深さでは、140Vの電圧で、約30.5cm/分の切断速度が得られた。UCSAについては、厚さが1.9cmであり、90~100Vの電圧で、30.5cm/分の切断速度が得られた。コアフォーマプレートとの接触位置近くでは、切断速度を低下して作業された。'''図51(b)'''に、LCSAの上で動作しているACESの3D図を示す[28]。 | |||
プラズマアーク切断機では、トーチの焼け付きの他に、電気系統、シール、などのトラブルが発生した。およそ10回の切断に1回の割合でトーチが焼け付き、交換が必要となった。これは、ホウ酸水の電導性がよいために発生した。焼き付きのたびに、マニピュレータごとSWPまで引き上げ、トーチを交換/整備する必要があった。電流制御にも課題が発生し、しばしば1000Aを超える過電流が通電された。1988.7月にプラズマ切断の信頼性タスクフォースが摂津され、様々な対策が検討された。現場での試行錯誤により、最終的には450~860A範囲で安定された。Oリングシールのグリースの塗りすぎも問題となり、作業員の教育が行われた。構造物に燃料デブリが固着している個所では、プラズマアークでの切断は困難であり、クリーニング作業が必要だった。トーチの振動や汚染も課題となった。また、アーク溶融による切断の副生成物として、核燃料物質の蒸発、Kr-85の放出、CO発生、水素発生、NOx発生、Niカルボニール蒸発等が課題となった。特に窒素酸化物が多く発生しその処理が重要課題となった。これらのうち、Kr-85以外は、SWPに取り付けたオフガス処理系で回収された。凝縮性成分は、オフガス処理系で回収され、圧力容器内の冷却水中に戻された。Kr-85については環境に放出するオフガスをモニターする必要があった。 | |||
上述の作業手順で示したように、ACESはLCSA第1層の周辺部のトリミング作業から現場投入された。CBMで第1層の中央部分が解体された後、ACESにより一日平均5.5回の切断作業が行われた。これはおよそトーチの寿命に相当していた。デブリが付着していた部分ではアーク切断できないため、あらかじめ、クリーニング作業が行われた。次に、第2層の切断作業が行われた。第2層は比較的薄いため、切断自体は容易であったが、その裏面にデブリが多く堆積しており、逆流電流によりしばしばトラブルが発生した。第3層については、その切断前に、残留していた支持ポストの縦切りが行われた。支持ポスト内にはデブリが堆積しており、デブリを取り出しながら作業が行われた。インコア案内管にについては、第3層の直上で円環方向に切断が行われた。 | |||
第3層については、フローホールの間の靱帯部分78か所が切断され、中央部分から4個のパーツが回収された。フローホール内にデブリのつまりがある場合には、うまく切断できなかった。第4層のインコアモニター案内管については、取付ナットの上で、AWJで切断が行われた。その後で、ACESで中央部から4個のピースが回収された。第5層については、堆積デブリを除去した後、25個のピースが回収された。 | |||
これらの作業により、LCSA解体撤去は1989.3月に終了した。 | |||
[[ファイル:工法ツール 52.png|サムネイル|400x400ピクセル|'''<big>図52 UCSAとLCSAの配置 [27]</big>''']] | |||
'''図52'''に、UCSA下部を含む模式図を示す[27]。 | |||
コアフォーマ領域に堆積していたデブリを回収するため、ACESの先端切断トーチを90度向きにつけかえる作業が行われ、まず、バッフル板の縦切りが8か所で行われた。ACESの縦方向のアクセス性の限界により、Z軸方向に4段階高さ位置を変えて、それぞれ101.6cm長さの切断作業が行われ、それらを連結できるように15.2cmの横切が行われた。1989.4月にバッフル板の切断が完了した。 | |||
また、下部ヘッドサンプルの採集(VIPプロジェクト)には、類似のメカニズムが利用された。これは別項目でまとめる。 | |||
<span style="color:blue">'''<big>参考:[[炉心下部構造物(LCSA)の切断解体]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[炉心上部構造物(UCSA)の切断解体]]</big>'''</span> | |||
<span style="color:blue">'''<big>参考:[[VIP(Vessel Investigation Project)プロジェクト|'''VIP(Vessel Investigation Project)プロジェクト''']]</big>'''</span> | |||
=== 改良型の真空吸引システム === | |||
[[ファイル:工法ツール 49.png|サムネイル|400x400ピクセル|'''<big>図53 真空吸引システム [25]</big>''']] | |||
真空吸引システム、初期の上部ルースデブリ取り出しの主力ツールとして開発された。しかし、以下の課題のため、あまり使用されなかった。 | |||
* 微生物繁殖により、透明度が悪化し、ノズル先端の操作に課題が発生した。 | |||
* 実際の上部ルースデブリには、破砕燃料棒や大型の瓦礫デブリが混入しており、ノズル先端が粒子デブリ部位に到達しにくかった。 | |||
* つまりが多く発生し、バックフラッシュ操作しても解決せず、作業効率が悪かった。 | |||
このうち、水質については、殺生物剤の投入などにより次第に改善した。また、つまりに対しても、フィルターの交換など対策が取られた。しかし、上部ルースデブリ回収の途中からは、このシステムはデブリ回収にはほとんど用いられなくなった。炉心部の溶融凝固層や切り株燃料集合体の回収でもほとんど使用されなった。一方で、システムのうちFilter収納缶については、冷却水の循環処理のために連続的に使用された。 | |||
LCSA以下のデブリ回収においては、改良型の真空吸引システムの使用も試みられた。これは、仕様を見込んで製作したKnockout収納缶が残留しており、その有効利用の意味も有していた。'''図53'''に、改良型の真空吸引システムの模式図を示す[25]。主な、改良点としては、 | |||
* 吸引ノズル先端近くを、モニタリングカメラで監視できるように調整 | |||
* 吸引ノズルを、途中にSS製配管を有する長尺タイプに変更(参照、図20(c)、初期のフレキシブルホース) | |||
* ポンプを交換し、パルスフロー提供可能に変更 | |||
これにより、下部プレナムルースデブリの回収が試みられたが、あまり有効な結果は得られなかったと記載されている[20]。 | |||
=== CAVIJET === | |||
高圧水による洗浄、切断システムが、Tracor Hydronautics社によって製作された。これは、<span style="color:blue">'''CAVIJET'''</span>と命名された。装置の概要を'''図54'''に示す[25]。先端部がスリーブ構造になっており、2つのタイプの先端ノズルを交換して使用する形式である。図に示しているのは、デュエルノズルタイプで、真下への吹き込みノズルと角度15度のノズルが取り付けられている。もう一つのタイプは、側面に向けて噴射できるように、角度90度のノズルがとりつけられていた。 | |||
CAVIJET本体は、上下2つのパーツに分かれており、格納容器内で接続して使用された。組み立て後、SWP上から吊り降ろし、ACES用のXYブリッジの上に接続して使用された。また、回転ベアリングスリーブがついており、先端ノズルを回転させることが可能であった。 | |||
前兆約53mの高圧ホースが接続されており、約68.9MPaの高圧水を噴出できる性能であった。 | |||
=== MANFRED === | |||
<span style="color:blue">'''MANFRED'''</span>は、LCSA解体以降に、下部プレナム領域からデブリを取り出す遠隔システムとして開発されたが、現場では使用されなかった。 | |||
主な仕様としては、 | |||
* マニピュレータ1対(2基)を支持ポストにとりつけて、遠隔運転 | |||
* 制御コンソールを建屋の外に設置、マニピュレータ1基ごとに操作 | |||
* SWP上にバルブラックと油圧ユニットを設置 | |||
* パンチるとカメラ2基、カラービデオカメラ1基、ライト2基、を、支持ポールに取付、水平垂直に稼働 | |||
* End effectorをマニピュレータの先にとりつけ | |||
様々な長尺ツール(軽量タイプ)が、MANFREDの操作やメンテナンス用に開発された。しかし、実際の堆積デブリの形状が複雑で操作効率が十分に上がらなかったため、マニュアル方式が採用された。 | |||
'''図55(b)'''に、開発されたMANFREDの外観写真を示す[29]。 | |||
. | [[ファイル:工法ツール 48.png|サムネイル|420x420ピクセル|'''<big>図54 CAVIJETシステム [25]</big>''']] | ||
== 参考文献 == | == 参考文献 == | ||
[1] R. Brown, US-DOE Three Mile Island Research and Development Program 1985 Annual Report, GEND-055, 1986. | [1] R. Brown, US-DOE Three Mile Island Research and Development Program 1985 Annual Report, GEND-055, 1986. | ||
[2] Bechtel North American | [2] Bechtel North American Power Corporation, TMI-2 Defueling Tools Engineering Report, GEND-INF-073, 1986. | ||
[3] Quick Look Inspection: Report on the Insertion of a Camera into the TMI-2 Reactor Vessel through a Leadscrew Opening, vol. 1, GEND-030, 1983. | [3] Quick Look Inspection: Report on the Insertion of a Camera into the TMI-2 Reactor Vessel through a Leadscrew Opening, vol. 1, GEND-030, 1983. | ||
| 798行目: | 1,303行目: | ||
[14] D.E. Falk and C.E. Swenson, TMI-2 Defueling System Design Description, GEND-INF-065, 1985. | [14] D.E. Falk and C.E. Swenson, TMI-2 Defueling System Design Description, GEND-INF-065, 1985. | ||
[15] US-DOE, Three Mile Island Research and Development Program 1986 Annual Report, 1987. | [15] US-DOE, Three Mile Island Research and Development Program 1986 Annual Report, GEND-060, 1987. | ||
[16] J.M. Rodabaugh and D.K. Cowser, Three Mile Island Unit 2 Core Region Defueling, Nucl. Technol. 87 (1989) 1112-1116. | |||
[17] E.L. Tolman et al., TMI-2 Core Bore Acquisition Summary Report, EGG-TMI-7385, 1987. [[ファイル:工法ツール 53.png|サムネイル|500x500px|'''<big>図55(a) ROSAの概念図 [30]</big>''']][18] K.M. Croft et al., TMI-2 Core Boring Machine, EGG-M-08986, 1986. | |||
[19] ペン州立大サイト、https://libraries.psu.edu/about/collections/three-mile-island-2-recovery-and-decontamination | |||
-- | [20] USDOE, Three Mile Island Research and Development Program 1987 Annual Report, GEND-063, 1988. | ||
[[ファイル:工法ツール 54.png|サムネイル|500x500px|'''<big>図55(b) MANFREDの外観 [29]</big>''']] | |||
[21] USDOE, Three Mile Island Research and Development Program 1988 Annual Report, GEND-064, 1989. | |||
[ | [22] A.W. Marley, D.W. Akers and C.V. Mclsaac, Sampling and Examination Methods Used for Three Mile Island Unit 2, Nucl. Technol. 87 (1989) 845-856. | ||
- | [23] USDOE, Three Mile Island Research and Development Program 1989 Annual Report, DOE/ID-10289, 1990. | ||
[ | [24] H.W. Kirkland et al., Drilling Operations to Remove the Lower Core Support Assembly at Three Mile Island Unit 2, Nucl. Technol. 87 (1989) 932-945. | ||
[ | [25] B. Burdge, TMI Defueling Project Fuel Debris Removal System, EGG-M-92038, 1992. | ||
[ | [26] N.P. Cheremisinof et al., Encyclopedia of Fluid Mechanics, vol. 4, Solids and Gas-Solids Flows, Gulf Publication Company, Book Division, Houston, London, Paris, Tokyo (1982). | ||
[ | [27] M.S. McGough et al., Performance of the Automated Cutting Equipment System During the Plasma Cutting of the Three Mile Island Unit 2 Lower Core Support Assembly, Nucl. Technol., 87 (1989) 648-659. | ||
[ | [28] R.D. Schauss et al., Application of Three-Dimensional Computer Solids Modeling to Three Mile Island Unit 2 Defieling Activities, Nucl. Technol. 87 (1989) 690-700. | ||
[ | [29] G.D. Skillman, TMI-2でのデブリ取り出しの経験、1F廃炉への教訓、NDF第7回福島第一国際フォーラム、2023年8月28日 | ||
[ | [30] H.M. Burton and R.L. Freemerman, Reactor Disassembly Activities at Three Mile Island Unit Two, Progress in Nucl. Energy, 17 (1986) 141-174. | ||
2026年6月11日 (木) 15:35時点における最新版
ここでは、TMI-2事故炉からのデブリ取り出し方針の決定の概略と、それに基づいて設計されたデブリ取り出し用の様々なツールと、デブリ取り出し進捗にともなって行われた改良や新たなシステムの導入についてまとめる。
デブリ取り出し工法の決定[参考文献2]


1984年5月の技術レビューにより、デブリ取り出し工法が決定された[1,2]。作業員の被ばく抑制、汚染水発生量や汚染範囲の抑制、作業信頼性やメンテナンス性、将来の作業自由度の確保などが重視され、作業員が長尺ツールをマニュアル操作する工法が選定された(Pick-and-Place工法)。あわせて、作業員が先端ノズルを操作する方式でのフィルター付きの真空吸引システムが採用された。ロボットによる完全遠隔工法は採用されないこととなった。これにともない、圧力容器上部の燃料移送Canalの空間は、通常の燃料交換と異なり、注水されずに大気条件に置かれることとなった(Dry工法)。図1に、選定された工法の概念図を示す[2]。図2に、圧力容器上部のSWP周辺の概念図を示す[3]。
選定された基本構想
- 燃料デブリ取り出し・移送は、燃料移送Canalを水没させないDry工法で行う。圧力容器内の冷却水水位は、改良IIFを設置することで、フランジレベルより約2m上で維持する(#デブリを収納缶に入れる作業を水中で実施することで、作業員被ばくを抑制)。デブリは、冷却水中で、マニュアル長尺ツールによるPick-and-Place工法か、真空吸引システムで収納缶に回収する。
- 上部プレナム構造物は、Canal最深部のみを水没させ、Dry工法で吊り上げ・移送して、そこに水没・貯蔵する。
- 上部プレナム構造物撤去後に、デブリ取り出し用の各種ツールを取り付けるための、遮蔽付き回転作業プラットフォーム(SWP)を圧力容器の上部に設置する。
- デブリ取り出しシステムはすべて原子炉建屋内のワークステーションで制御する。ビデオモニターとマニピュレータモニターだけは、建屋外の指揮センターでも同時に監視する。
- デブリ収納缶の外形は単一規格とし、デブリタイプに応じた3タイプを制作する(Fuel収納缶、Knockout収納缶、Filter収納缶)。規格を統一するのは、取り扱い利便性の観点である。
- 各種の機器やツールは、格納容器エアロックから搬入し、格納容器内部で組み立て可能に設計する。
- 作業スペースの空間線量への影響を極小化する。すなわち、冷却水中のRI濃度を低下(循環式の水処理システム導入:DWCS)、デブリや収納缶からの直接線量を低下(遮蔽ベル)させる。
- 現状での炉内状況把握の状況を参照して、当面のデブリ取り出しに向けた長尺ツールと先端治具(end effector)を設計する。今後の内部調査進捗により、ツールを改良する。
- 使用済み燃料プールを再稼働し、収納缶を貯蔵できるようにする。
設計要件
基本構想に基づいて、デブリ取り出しの基本設計が行われた。
- 炉心デブリ取り出しにおいては、作業員被ばくに関するALARA概念、燃料デブリ取り扱いの臨界安全、放射性廃棄物の発生量抑制を第一優先とする。
- 第一段階の目標として、圧力容器内で容易にアクセス可能な炉心物質を回収し、使用済み燃料建屋に貯蔵する。次に、アクセスが難しい場所や一次系(RCS: Reactor Coolant System)にアプローチする(Step-by-stepアプローチ)。
- デブリ移送は、デブリが封入された収納缶を遮蔽し、吊り上げ方式で実施する。収納缶内は移送前に、脱水処理するかどうかを検討する。
- 長尺ツールと真空回収システムは、圧力容器内の冷却水中でアクセス可能なデブリを回収し、収納缶に格納できるように設計する。
- 長尺ツールと真空回収システムは、物理的な炉心デブリの形状に適合させる(塊状、粒子状など)。
- 標準化と多目的対応により、end effectorの数をできるだけ減らす。
- 将来の炉心支持構造物(CSA: Core Support Assembly)の撤去を困難にするような、CSAへの損傷は禁止する。
- 圧力容器への損傷は禁止する。
- 炉心物質以外は、原則収納缶には入れない。炉心物質と構造材が不可分の場合はこの限りではない。
- 圧力容器下部を貫通しているインコアモニターの撤去方法をあらかじめ検討する。
- デブリ取り出しと収納缶への装荷作業は連続的にビデオ観測する。また、回収したデブリが秤量できるようにする。
- モックアップ試験設備を準備する。十分な作業員の訓練を行う。
- 将来的に、収納缶内の脱水系を準備する。
- 特別な場合をのぞいて、プラントの耐震条件とは関係しないように設計する。
- 長尺ツールの設計では、炉心デブリが、冷却水水位の下約1.2mより上に吊り上げられないようにする(#作業員の被ばく対策)。
キャパシティ、スループット
- デブリを満載した収納缶の総重量は、最大で約1.27トン
- DWCS(Defueling Water Cleanup System)の能力は、微粒子除去処理用約1500L/分、溶融RIの処理用約230L/分
- 収納缶の取り扱い本数は、一日一体
- 収納缶の必要数見込みは、最低250体(余裕分、将来のex-vessel debris回収を考慮し、当初の発注数は288体)
遮蔽、線量、ソースターム
- 冷却水水質は、1NTU
- 冷却水中のCs-137濃度は<0.02μCi/ml
- 作業空間線量は、12mrem/h(SWP開口部の約45cm上)、2mrem/h(SWPプレートの約45cm上)、10mrem/h(収納缶輸送時のクレーンブリッジ)、15mrem/h(収納缶輸送中の収納缶シールドから約2m)、2.5mrem/h(作業していないときの燃料取り扱い建屋空間)
- SWP開口部から圧力容器内部への負圧管理:大気の流入速度約4.5m/分
- 収納缶移送時の遮蔽ベル、作業員の装備(フル装備、人工吸気システム)
プラント側の準備、基本仕様
- 上部プレナム構造物は撤去し、Canal最深部を水没させて貯蔵
- 圧力容器上部に改良IIF設置、水位かさ上げ
- IIF上に、SWP設置し、Canal床面から、IIFとは独立させて支持
- 収納缶貯蔵ラックを、Canal最深部での収納缶一時貯蔵用に設置、その一部にDWCS用のFilter収納缶も設置
- SWPにとりつけるケーブルマネージメントシステム設計、SWPの回転は180度までに制限
- 圧力容器冷却水用のDWCSをCanal最深部周辺に設置、Canal冷却水とプール冷却水のDWCSは使用済み燃料プールの近くに設置
- Canal最深部の水位を上げるためのダムを設置
- リーク水の採集システムをCanal浅瀬部(作業スペース)に設置
- 原子炉建屋内の補助ハンドリングブリッジと燃料取り扱い建屋の燃料貯蔵ハンドリングブリッジを収納缶輸送用に改良、既設の主燃料ハンドリングブリッジは撤去
- 5トンキャパのサービスクレーンをDリング上に設置
- 長尺ツールの運転用に圧搾空気系を設置
- 収納缶脱水系は、燃料取り扱い建屋に設置
- 建屋内監視系、モニター系を拡張
その他の仕様
- Canal最深部からの冷却水リークがないことを24時間監視(#ダムから作業空間へのリーク)
- 個人の被ばく管理、作業中の連続的なエアサンプル分析とエリアモニターによる監視
- 建屋内高線量領域への進入禁止措置
- 緊急時の作業員遮蔽ツールの準備
- 建屋排気フィルターとオフガスの監視
- 格納容器ハッチを通過して、すべてのツールが搬入できるように設計
- すべてのツールについて、スペアを準備(#工程遅れの防止)
- すべてのツールは、遠隔で脱着できるように設計(#メンテナンス性)
- すべてのツールは、定期的に点検実施
デブリ取り出しツールの改良に向けた検討[参考文献2]
基本データの採集
デブリ取り出し工法の決定に向けて、まず、事故進展と炉内状況把握にかかわる解析データが整理された。
- 事故時の熱水力ふるまい、プラントデータ解析、SAコード解析
- 水素発生量の予測評価、Zry酸化度の推定
- FP放出量の予測評価、炉心損傷程度と燃料最高温度を推定
しかし、いずれも不確かさが大きく、現場データを取得する必要ありとされた。
そこで、Quick Look調査[3]が行われ、炉心上部と上部プレナム部の状態がビデオ調査された。調査の準備段階で、圧力容器上部から挿入されていた制御棒リードスクリュー3本が回収され、事故後初めて、圧力容器内のガスサンプルや付着デブリサンプルが回収された。さらに、ヘッド撤去に向けて、リードスクリューとスパイダーの接続外し作業が行われた。Quick Look調査に加えて、APSR挿入試験[4]、Underhead Characterization[3]、デブリベッドの探針調査[5]、等で追加情報が取得された。さらに、Core Topography調査[6]、より高性能のビデオ調査(Quick Scan)[3]、リードスクリューサンプルの分析[7]、上部ルースデブリサンプルの分析[8]、圧力容器側面の中性子軸方向分布の測定[9]、下部プレナムのビデオ調査[10]などにより、追加情報が取得された。
これらの観測結果や分析データにより、
- 上部プレナム構造物、上部格子板、燃料集合体上部などの破損状態が確認された。また、炉心上部の空洞形成、ルースデブリベッドの堆積(約0.6~0.9m厚さ)、その下のハードストップ層の存在、などが明らかになった。
- さらに、下部プレナムに溶融デブリが移行し凝固・堆積していること、炉心下部で溶融凝固デブリ層と切り株状の燃料集合体が成層化している可能性、CSAが損傷している可能性、構造材を主体とする金属デブリと燃料成分を主体とする酸化物デブリが混合・共存している可能性、などが示された。
- これらの知見に基づいて、初期のデブリ取り出し工法(#主に、上部プレナム構造物の撤去と、上部ルースデブリ層の回収が対象)が選定された。
- さらに、今後、特に炉心下部から下部プレナム、下部ヘッドにかけての知見を拡充しつつ、後半のデブリ取り出し設計に反映していくとされた。
参考:Quick Look調査
参考:DOE年次レポートの概要(上部ルースデブリ採集、1983年レポート)
参考:APSR挿入試験
参考:下部プレナム調査
参考:上部ルースデブリの分析
参考:DOE年次レポートの概要(圧力容器の中性子軸方向分布測定、1981年レポート)
遠隔ロボット工法と長尺ルールによるマニュアル工法の比較
上部ルースデブリを回収した次の段階(炉心下部にあると推定される溶融凝固デブリや破損した構造物や燃料棒の回収)でのデブリ回収について、ROSA(Remotely Operated Service Arm)[11]やMANFRED(Manipulator for Reactor Defueling System)[12]を用いた遠隔ロボット工法と、長尺ツールや真空吸引システムを改良したマニュアル工法の比較検討が行われた。以下の4点が比較検討の重要点となった。
- マニュアル工法での収納缶のハンドリング
- マニュアル工法でのシュレッダーのハンドリング
- 遠隔ロボット工法でのシュレッダーによるデブリ切断
- 遠隔ロボット工法でのデブリ掘削
これらについて、マニュアル対遠隔ロボットの性能比較、工法比較、圧力容器内でデブリを収納缶に入れるか、スラリー状にして吸引で取り出すかの比較、が行われた。
- 格納容器内でのマニュアル方式でデブリ回収すべきか、格納容器外で遠隔ロボットを運転すべきか?
- デブリ取り出しにおいて慎重で保守的なアプローチを採用すべきか、より高度な技術を導入すべきか(#信頼性が低下する可能性あり)?
- デブリスラリーを原子炉建屋内に置いた収納缶内に移送すべきか、燃料取り扱い建屋内においた収納缶に移送すべきか?
- マニュアル工法では、圧力容器底部に到達できる従来より長い(40フィート長)長尺ツールを使用する必要あり、一方で、遠隔ロボット工法では、ロボットアーム、掘削ジョー、などのROSAあるいはMANFREDシステムが必要となる。また、デブリのシュレッダーや掘削システムを原子炉建屋内に置くか、燃料取り扱い建屋内に置くか、も重要な判断項目になる。
1984年5月に結論: Canal浅瀬はドライに維持し、SWPを圧力容器上に設置、長尺ツールでのマニュアル方式を採用
工法選定の主な理由は、
- 収納缶へのデブリ格納を圧力容器内で実施した方が、汚染範囲を極小化できる
- 燃料移送Canalを水没させないため、DWCSによる汚染水処理量が抑制できる
- 圧力容器頂部周辺のCanal浅瀬部の方が空間線量が低く。作業員被ばくが抑制できる(#Canalを全水没させた場合の作業スペースとなるDリング上は、空間線量がより高い)
- マニュアル方式の方が、作業員とデブリの距離が近いが、冷却水と遮蔽体で十分に防護可能で、作業性やメンテナンス性が高い分、むしろ被ばく量が抑制される
- 作業のベースとなる、SWPに様々なツールや設備(補助設備も含めて)を取り付けられるので、取り出し工法に柔軟性が高い
等とされた。
ALARA概念
デブリ取り出しツールの設計においては、作業員被ばくに関するALARA(As Low As Reasonably Achievable)の考え方が重視された。デブリ取り出しや移送作業とそれに係る機器の運転、および、メンテナンスなどの時間をできるだけ短縮させることが要請された。まず、ALARAの考え方を導入すべきツールのリストが作成され、設計製作業者に対しても、ALARAに準拠するように要請された。
デブリ取り出しや移送作業のベースとなるSWPについては、作業員の作業の実質的な効果(#被ばく線量に対する作業の進捗度)を最大化するように、回転能力や遮蔽パネルの配置と厚さの設計が行われた。SWPから吊り下げられる、収納缶位置決めシステム(CPS: Canister positioning System)についても、作業効果の最大化に向けた設計が行われた。その結果、CPSの周囲に5個のデブリ収納缶が懸架できる構成(カルーセル)が採用された。それぞれの収納缶の上は、4インチ厚のSS製プラグで遮蔽された。収納缶を入れる円筒状のスリーブ(Sleeve)は1インチ厚のSS製とされた。これにより、デブリを満載した収納缶からの線量は、冷却水からの線量と同等レベルと評価された。
収納缶移送システム(CTS: Canister Transfer System)については、クレーンで移送中のデブリ収納缶が全長にわたって遮蔽できるように移送キャスク(遮蔽ベル)が設計された。しかし、クレーン能力と空間的な問題により、遮蔽ベルの厚みには限界があった。そこで、クレーンのトロリーを運転する作業員の被ばくは、10mrem/hが設計目標とされ、遮蔽ベル内に3インチ厚の遮蔽を入れることで、5mrem/hまで低減できると評価された。SWP上の作業員については、最大被ばくが100mrem/hとなるように遮蔽が設計された。
さらに、実機サイズの大型タンク内に水を張ったモックアップ試験装置(DTA: Defueling Test Assembly)が制作され、各種ツールの機能確認、作業性確認、運転員のトレーニングが行われた。
長尺ツールの設計では、作業の容易性、メンテナンス性が重視された。SWP脇のジブクレーンで長尺ツールを吊り下げ、運転員はその重量を支えることなしで、作業が行える設計となった。
デザインレビュー
ツールや機器のデザインレビューは、ツールごとに、製作メーカーの技術レビューと、GPU社による予備的なデザインレビューが行われた。そこでは、
- 製作メーカーと設計仕様側の双方の設計要件を満たすこと
- コスト、性能、スケジュール、稼働率、ALARAのレビューが行われること
- 設計課題の同定、修正案の提示を実施すること
- 個々のツールごとに、製作業者と設計仕様をレビューすること
- 設計から製造までのステップを記述、プラントとのインターフェースも記述すること
- 機能確認に必要な試験項目を記述すること
- 製作に長期間必要となるキーシステムやキーツールを記述、製作期間の見込みを記述すること
とされた。
最終デザインレビューでは、以下の項目について文書と図面が提出されレビューが行われた。
- 機器接続/組み立て図の詳細図面
- 配管類と設備図(P&IDs: Piping and Instrument Diagram)
- 製作図面
- 長さと配置図、空圧/水圧系統図
- 迂遠点制御のロジック図
- クリーニングやコーティングの方法
- 機能確認試験の方法、課題解決の方法
- 配線図
- 熔接部のレビュー
- 部品リスト、スペアパーツリスト
- 運転マニュアル
モックアップ試験
デブリ取り出し機器・ツールの機能確認試験項目のチェックリストが整備され、DTAには、実機同等のSWP、真空吸引システム、CPS、収納缶サポートブラケット、ジブクレーン、制御盤パネル、などが取り付けられた。
上部ルースデブリ回収後に必要となるコアボーリング装置についても、モックアップ試験計画の検討が始まった。
スロットの取り扱いシステムや、長尺ツールの洗浄システムも設置された。ケーブルマネージメントシステム、SWP回転機構、ハンドレール、ジブクレーンなども取り付けられた。
模擬デブリが装荷され、収納缶については、実際に製作されたものが用いられた。
SER(Safety Evaluation Report)
NRCによる許認可に向けて、SER(Safety Evaluation Report)とTER(Technical Evaluation Report)が作成された。
Early Defueling Safety Evaluation Report
- 初期のデブリ取り出し作業内容と手順を記述し、それが安全に行われることの根拠を提示
- 作業内容、及び使用される設備とシステムを記述
- 原理的に発生しうる事故事象について安全性を評価
- 初期デブリ取り出し作業の環境影響を評価
- 説明の妥当性を担保するため、関連する従来のSERを引用
Heavy Load Handling Safety Evaluation Report
- デブリ取り出し中の重量物取り扱いについて、NUREG-0612[13]のガイドラインに基づく評価結果を提示
- 提示されているガイドラインにのっとって、評価基準が説明されていること
- 重量物のプラント構造物やシステムへの落下事象の影響を評価
Technical Evaluation Report (DWCS: Defueling Water Cleanup Systemについて
- DWCSを完成させ、システムが安全に稼働することを証明するための情報を提示
- 他の設備機器との干渉、特にデブリ収納缶との干渉について記述
- DWCSは、燃料デブリ取り出しだけでなく、より広い活動に利用されることを記述
Criticality Evaluation Report (Recctor Coolant Systemについて)
- 冷却水中のホウ酸濃度基準の根拠
- 様々な条件で保守的な解析を実施
Technical Evaluation Report (Canisterについて)
- 3タイプの収納缶の設計基準
- 安全に取り扱われることの根拠
Technical Evaluation Report (Canister Rackについて)
- Canal再フィン太使用済み燃料プールで使われる収納缶ラックの設計基準
- 安全に取り扱われることの根拠

収納缶の追加設計・製作
粒子デブリを真空吸引システムで回収する方式選定にともない、Knockout型とFiler型の収納缶の追加設計・製作が決定された(図3)[2]。設計の詳細は後述する。Knockout収納缶は、CPSにも取り付けられるし、単一収納缶のサポートブラケットにも取り付けられるように設計された。内部での水流の滞留により、およそペレットサイズ以上のデブリ粒子が回収される仕組みであった。Knockout収納缶を出た水流は、Filter収納缶に送られ、0.5ミクロンサイズのデブリ粒子が回収される構成であった。Filter収納缶の排出水はRPV内に還流される。機能確認試験により、ペレットサイズのデブリ回収には60gpm(約227L/分)の流速が必要と定められた。これは、システムの最大値76gpm(288L/分)の約79%であり、設計裕度と判断された。
初期のデブリ取り出し概念、RPV内の構成


初期に実施された上部ルースデブリの取り出しは、およそ2つのフェーズに分けて、計画された。図4、5に、それぞれの構成図を示す[2]。初期に計画された、上部ルースデブリの取り出しでは、主要機器として真空吸引システムが提案された。
Phase-I:デブリベッド表面を真空吸引システムでのデブリ回収に向けて整備すること
- 長尺ツールやデブリバケツを利用して、Pick-and-Place作業を実施し、表面デブリの一部をFuel収納缶に回収
- デブリバケツやデブリスタンドは、RPV内でのデブリ一時貯蔵やFuel収納缶内の充填効率最大化に利用
- 主な作業は、切断なしでFuel収納缶に挿入できるデブリを回収、大型デブリや構造材破砕物の場所を移動、小サイズのデブリを掬い取ってFuel収納缶に回収、デブリバケツにデブリを回収、デブリバケツを使用してデブリをFuel収納缶に回収、崩落していた上部端栓の形状を整えFuel収納缶に回収、Fuel収納缶数体を移送
Phase-II:真空吸引可能な粒子状デブリをできるだけ回収すること
- 主な使用設備・ツールは、真空吸引システムとCPS、この段階での判断により、単管用のブラケットに利用価値があれば使用する
- 主な作業は、大型瓦礫デブリの配置換え、デブリ粒子の吸引とKnockout、Filter収納缶への回収、3タイプの収納缶の構内移送


初期デブリ取り出しにおける建屋内全体の構成図を図6に示す[2]。
Quality Classification
表1に示すように、デブリ取り出しに係る各種装置・ツールについて、品質管理の区分が定められた[2]。品質管理のカテゴリーは、以下の4区分とされた。
- 重量2400ポンド(約1トン、燃料集合体重量に相当)を超える構造物で、圧力容器内あるいは上部に装荷されるもの、Important to Safety for structure integrity(ITS-S)
- ツールや設備で、圧力容器内あるいは上部で取り扱われるもの(油圧系などの流体も含まれる)、ITS for material certification(ITS-M)
- カテゴリー1のITS対象物は、structure integrityとmaterial certification双方の対象となる
- 上記に入らないもの、あるいは、原子炉安全にかかわらないものは、Not important to safety(NITS)
さらに、Fuel Handling Senior Reactor Operator(FHSRO)による教育とトレーニング、各種ツール用のラックの設置、およびメンテナンス(交換品や破損品は高線量と予想)について整理された。
| システムやツール | 品質管理のカテゴリー |
|---|---|
| 真空吸引系 | |
| 収容機器:水中ポンプ、支持構造物、つまり回収システム、配管、吸引ノズル | ITS-M(支持構造物以外)、支持構造物はITS-SとITS-Mに相当 |
| 真空吸引系取り扱いツール | ITS-M |
| 制御系 | NIT(油圧系) |
| 収納缶秤量システム | ITS-M |
| フレキシブルなホースハンドリングツール | ITS-M |
| Filetr収納缶サポートラック | ITS-SとITS-M |
| 取付・交換用ツール | ITS-M |
| 長尺ツール | |
| 分割型の長尺ポール(重量物) | ITS-M |
| デブリグリッパー(3点支持、4点支持) | ITS-M |
| 先端ツール(End Effector、少量デブリ対象) | |
| Grapple、把持 | ITS-M |
| Single Rod Shear、燃料棒シャーリング | ITS-M |
| Parting Wedge、くさび | ITS-M |
| Backhoe/Shovel、前方及び後方にすくうシャベル | ITS-M |
| Vice Grips、遠隔操作、ロック可能なプライヤー | ITS-M |
| Hook Tools、ひっかけ | ITS-M |
| Fuel Rod Pickup Tool | ITS-M |
| End Fitting Lift Tool | ITS-M |
| Hydraulic Impact Chizel、打撃チゼル | ITS-M |
| 先端ツール(End Effector、大量デブリ対象) | |
| LIghtweight Chisel、軽量チゼル | ITS-M |
| Disposable Debris Buckets、使い捨てデブリバケツ(収納缶にいれる) | ITS-M |
| Reusable Debirsi Buckets、再利用型デブリバケツ | ITS-M |
| Top Access Fuel Assembly Lifting Tool、残留燃料集合体への上部アクセス | ITS-M |
| Side Access Fuel Assembly Lifting Tool、同 側面アクセス | ITS-M |
| Tong Lifting Tool、トング | ITS-M |
| Clamshell Tool、クラムシェル型ツール | ITS-M |
| Spade Bucket Tool、遠隔操作、スペード型のデブリバケツ | ITS-M |
| Hook Tool、重量物用 | ITS-M |
| 制御系 | |
| ケーブルマネージメント | NITS |
| 制御盤コンソール | NITS |
| 主油圧ポンプ | ITS |
| 主配電盤 | NITS |
| 光源制御系 | NITS |
| 分電盤、油圧系、空圧系パネル | NITS |
| 観測・モニター系 | |
| カメラ位置決め、支持 | ITS-M |
| 光源位置決め、支持 | ITS-M |
| 作業環境の光源、位置決め | ITS-M |
| 光源制御系 | NITS |
| 遮蔽体支持構造物 | |
| 支持構造物 | ITS-S |
| 配管 | NITS(RPVの上以外)
ITS-M(RPVの上) |
| SWP(作業プラットフォーム) | |
| プラットフォーム | ITS-S |
| 回転駆動機構 | NITS |
| 収納缶位置決めシステム(CPS) | |
| 収納缶サポート | ITS-SとITS-M |
| Fuel収納缶シール、防護蓋 | ITS-M |
| スリーブ取り扱いツール | ITS-SとITS-M |
| 単一収納缶支持ブラケット | ITS-SとITS-M |
| 収納缶ツール | |
| Center Point Grapple | ITS |
| Fuel Canister Grapple | ITS |
| 位置決めハンドル | ITS |
| 3/8インチ ハンセンキャップツール | NITS |
| 3/8インチ 脱水アウトレットツール | NITS |
| Filter/Knockout収納缶プラグツール | NITS |
| 収納缶 | |
| Filter収納缶 | 原子力安全対象物 |
| Knockout収納缶 | 原子力安全対象物 |
| Fuel収納缶 | 原子力安全対象物 |
炉心部デブリ取り出しの進捗、ツールの開発と改良 [参考文献16]
TMI-2でのデブリ取り出しでは、様々なシステムやツールが開発・導入された。以下で、様々なシステムやツールごとに概要を紹介するが、その前に、デブリ取り出しの進捗・経緯について、概要をまとめる[16]。あらかじめ、どのようなシステムやツールがどのように利用されたのかを、理解しておくことで、各論についても理解しやすくなると思われる。
まず、大きな進捗は、1982.7月に実施されたQuick Look調査であった[3]。これにより、炉心上部が崩落して上部ルースデブリ層として堆積し、また、炉心周辺部には破損した燃料集合体が残留していることが確認された。また、上部プレナム構造物がほとんど損傷していないことが確認された。WH社がデブリ取り出し工法開発の請負機関に選定され、第一案として、マニュアルで長尺ツールを操作し、原子炉圧力容器内でデブリを収納缶内に回収する工法(Pick-and-Place工法)が、第二案として、遠隔操作ロボットにより原子炉圧力容器内でデブリを破砕して、真空吸引により外部に搬出する工法が検討された。上述したように、汚染範囲や汚染水処理量の抑制、装置の信頼性やメンテナンス性、作業員被ばく量の抑制、次の段階でのデブリ取り出しの柔軟性確保、などの観点が重視され、1984.5に、燃料移送Canalを水没させず、作業員が圧力容器の上から、長尺ツールで作業するDry-Lift工法が採用された[11]。また、観測されたデブリの形態に対応させて、3タイプのデブリ収納缶(Fuel, Knockout, Filter)が開発された。デブリ回収方法としては、長尺ツール(Gripper, Shearer, Diggerなど)で、デブリを直接収納缶内に回収するPick-and-Place工法と、約5mm以下のサイズの粒子デブリが90%以上を占めていたことから開発された真空吸引システムが併用された。長尺ツールや真空吸引システムの作業場所として、遮蔽つきの回転作業プラットフォーム(SWP: Shielded Working Platform)が導入され、また、冷却水中の微粒子や溶存FPを連続処理する循環処理システム(DWCS: Defueling Water Cleanup System)が導入された。デブリを装荷した収納缶は、設置されていた燃料集合体移送システムが改良され、遮蔽ベルや収納缶ハンドリングシステムが増設されて、燃料移送システム(FTS: Fuel Transfer System)により、原子炉建屋から隣接する燃料取り扱い建屋の使用済み燃料プールに移送されることとなった。作業員はSWP上で作業を行い、コントロールルームに常駐している燃料取り扱いシニア原子炉運転員(FHSRO: Fuel Handling Senior Reactor Operator)がビデオ画面で作業全体を関しつつ、作業を監督する体制が採用された。また、作業員の熟練が重視され、実機同等規模での燃料取り出し試験モックアップ装置(DTA: Defueling Test Assembly)が設置され、作業員の訓練と様々なシステムやツールの機能確認試験が行われた。
1985.10月に、燃料デブリ取り出しが開始された。SWP上とコントロールルームに作業員が配置され、FHSRO: Fuel Handling Senior Reactor Operator(6人の交代制)がコントロールルームでモニター画面を監視して、現場作業員に音声指示を与えた。デブリ取り出しの初期フェーズでは、ルースデブリ上に崩落していた上部端栓、スパイダー、破砕燃料棒などの移動と収納缶への回収が行われた。重量/軽量タイプのフックツールが主に使用された。これにより、炉心中央上部に単管用の収納缶ブラケットを挿入する空間が確保された。あわせて、収納缶上部に1.83m厚の水遮蔽が配置されることとなった。
1985.12月までに、上部ルースデブリと周辺燃料集合体の回収作業が進められた。複数収納缶用の収納缶位置決めシステム(CPS: Canister Positioning System)が装荷され、シャーリングで切断された周辺燃料集合体や、瓦礫状のデブリが回収された。主に使用されたツールは、重量タイプのシャーリング、3点支持グリッパー、トングであった。作業はカメラシステムで連続監視された。CPSの回転を妨害する位置にあった、周辺残留燃料集合体4体が引き倒されて切断された。上部端栓もいくつか回収された。一方で、上部端栓の多くは大きく破損して変形しており、また、いくつかは互いに溶着していたため、Fuel収納缶に入らなかった。打撃チゼル付きスライドハンマー(44kg重量)が開発され、分離のために使用された(#公開図面なし)。打撃作業では、収納缶シールカバーがカナトコとして利用された。
1986.1月に、主な障害物が撤去された後で、真空吸引システムの現地テストが開始された。しかし、様々なサイズの瓦礫デブリが混在していたため、真空吸引作業はしばしば妨害された。ウォータージェットシステムで瓦礫デブリを巻き上げるなどの対策が行われ、回収速度は向上したが、真空吸引システムは1986.4月以降は使用されなかった。代替方策として、Pick-and-place工法を優先する決定がなされた。以降は、収納缶4体/週ペースでデブリ回収が進められた。同時に、上部端栓の回収も進捗した。しかし、このころから、微生物による水質悪化が発生した。冷却水の透明度がほとんど失われ、上部端栓の回収が妨害された。微細物繁殖の原因は、炭素系の油圧媒体の水中リーク、適度の水温、光源の存在が重なったためと推定された。そこで、1986.2月に、デブリ取り出し作業がいったん中断された。この段階で、DWCSはすでに稼働していたが、つまりが多く発生し、課題となっていた。フィルター廃棄物の貯蔵場所が限られていたために、複数のフィルターのテストが行われた。当初用いられていた、珪藻土のプール用フィルターは効果が限定的であった。代替として、砂フィルター、珪藻土フィルター、Bagフィルター、遠心分離、凝固剤によるコーティングなどが試された。最も有効だったのは、過酸化水素(殺生物剤)の定期的な投入であった。さらに、油圧媒体を無機系に交換し、コロイド成分の凝固剤が使用された。これらの対策により、1987年第一四半期までには、水質が改善した。
しかし、1986.2月時点では、冷却水透明度がほとんどなく、デブリ取り出しはブラインド作業で継続された。さいわいな事に、透明度がほぼ失われる前に、上部端栓の大部分は回収できていたので、真空吸引系ではなく、主にスペードバケツを利用したPick-and-Place工法によりデブリ回収が継続された。1986.2月から4月にかけては、収納缶9体/週のペースでデブリ回収された。ブラインド作業用に、収納缶上に設置する漏斗型ツールが製作された。ここまでに、10トン以上のデブリ(上部ルースデブリの大半)が回収され、回収作業はいったん中断された。
1986.5月からは、水質浄化プログラムが6週間の期間で行われた。ここでは、圧力容内壁のブラッシング(付着有機物の除去)、過酸化水素の添加。水泳プールで使う砂フィルターの投入が行われ、透明度15cmくらいまで回復した。並行して、次段階のデブリ回収で対象となるハードクラスト層の破砕のため、新たにスペードバケツ(digger)、トング、油圧チゼルが設計された。これらのツールにより、かなりの重量物が吊り上げられたが、大型デブリがバケツの歯にはさまり、吊り上げ中のこぼれが多く発生するという課題があった。また、トングツールでは重い瓦礫は保持できず、油圧チゼルはデブリ破砕にあまり有効でなかった。これらの作業中に水質が再び悪化して、透明度ほぼゼロとなったため、油圧チゼルによるハードクラスト層破砕作業は中止され、コアボーリングを優先することが決定された。
1986.7月、コアボーリング調査が行われた。6.4cm径x2m長のサンプルが9本回収された。下部炉心支持構造物(LCSA: Lower Core Support Assembly)からもわずかにサンプルが回収された。ボーリング孔の内面はケーシングで保護され、その開口部を利用して下部プレナム領域のビデオ調査が行われた。これらの調査により、下部プレナムには溶融・凝固デブリが小山状に堆積していること、炉心部には溶融・凝固層が漏斗状に堆積していること、炉心下部には切り株燃料集合体が残留していること、一方で、下部端栓やLCSAはほとんど損傷が見られないこと、などが明らかになった。
ボーリング調査後に、油圧チゼル、重量ウェッジ、クラスト打撃ツール(135kg)などが投入されたが、溶融・凝固層を効率的に破砕できず、デブリ破砕量は、4週間で11トンにとどまった。そこで、ボーリング装置の再投入が決定され(9月)、1986年10月~11月に、デブリのスイスチーズ化作業が行われることとなった。コアボーリング装置の先端ビットが平面タイプに交換され、炉心中央部の2.4m径範囲で総計421回の破砕ボーリングが行われた。ボーリング作業では、溶融・凝固層が切り株燃料の直上まで掘削された。スイスチーズ化作業の前に、残留していた上部端栓が、特製の遮蔽容器あるいはFuel収納缶にすべて撤去された(#一部は相互に融着してFuel収納缶に入らなかったため、特製のドラムに収納された)。デブリ破砕後に、Pick-and-place工法でのデブリ回収が再開された。しかし、あまり回収速度が上がらなかった。透明度は<2cm以下にとどまっており、ブラインド作業では、大型のデブリ片によりスペードバケツ侵入が阻止された。そこで、デブリ取り出し作業が再び中断された。
冷却水フィルター系が改良され、透明度が改善された。改善された水質条件で、ビデオ調査とTopography調査が行われ、スイスチーズ化された領域の外側に、リング状の固い層が残っていることが確認された(馬蹄形リング構造)。凝集物の一部は、炉心中央に崩落していた。この崩落物はとても固く、重量は1.2トン以上あった。また、デブリ破砕作業は不完全で、ドリルビットの破砕物や破砕不十分の瓦礫状デブリが残留していることが確認された。初期に有効だったデブリ破砕ツールは、この凝集物には歯が立たなかった。そこで、新たに、肉厚の漏斗ツールが製作された(2.54cm厚)。198kgスライドハンマーと3.6m長のチゼルビットとの組み合わせで、収納缶の上に配置された漏斗ツールの上にデブリ瓦礫を置き、ジブクレーンでスライドハンマーを吊り上げ、デブリは打撃破砕された。障害物であった大型瓦礫デブリが回収された後には、粒子デブリがスペードバケツで回収され、デブリ回収速度が改善された(約6.7トン/週)。
炉心部の破砕されたデブリの回収の後、残っていた周辺燃料集合体が引き倒された。この段階でのデブリ回収技術は、上部端栓をグラッパーでつかんで引き抜き(作業中に、上部端栓は燃料集合体本体から分離)、重量タイプのパーティングウェッジを燃料棒の隙間にいれて押し広げ、あるいは、ハードクラスト上の燃料集合体を重量タイプのシャーリングで切断、Pole Snarerやスペードバケツで、デブリ回収しFuel収納缶に装荷という方式であった。重たい瓦礫デブリ、端栓、破砕燃料棒などは、収納缶内での充填率が低かったため、充填率を上げるために微粒子デブリを詰め込む必要が発生した。そこで、粒子デブリの回収システム(エアリフト:Airlift)が開発された。取り出し初期に利用された真空吸引システムの経験から、粒度の異なるデブリをフィルターで分離して回収することが課題となっており、エアリフト装置開発のモチベーションとなった。エアリフトにより、最大5cmまでのデブリ粒子を一気に回収することが可能となった。エアリフトは、12.7cm径のリフト配管の先に、1800L/分の流速で圧縮空気を導入し、エアリフト効果で気液混合流が上昇する際に、デブリ粒子を巻き上げ回収するメカニズムであった。巻き上げられた粒子デブリは、エアリフト装置の上部に取り付けられたデブリバケツに回収された。
1987.5月まに、エアリフトとPick-and-place工法の併用により、炉心部デブリの回収がほぼ終了した。そこで、切り株燃料集合体の回収が具体化されることとなった。最初に炉心周辺の12体のほぼ全長が残っていた集合体が回収された。これらの集合体では、上部に上部端栓が残っていたが、かなり損傷していた。そこで、上部端栓グラッパーが開発された。しかし、集合体全体を引き抜けず、上部端栓だけが取れた。次に、水平方向のギロチンツールが開発された。長方形のフレーム、水平方向のブレード、油圧方式であった。しかし、フレームが滑ってしまい、集合体を破断できなかった。そこで、油圧の圧力を増加させて、ブレードで燃料棒をはさみつける方式にきりかえ(クランプツール)、集合体2体の引き抜きに成功した(A-6位置)。2体撤去することで、下部格子上に21x42x180cmのくぼみが形成された。ここが他の集合体へのアクセスの橋頭保になった。クランプツールを使った作業は時間がかかり、また、周囲の集合体より30~40cm高く上部が突き出していないと、挟み付ける作業ができなかった。このため、残りの175体を上部支持で引き抜く作業は非効率と判断された。
代替プランとして、下部端栓付近を持ち上げる方法が検討された。下部格子グリッドには、2箇所に2x3cm角の小さな開口部があった。そこに差し込むことができる、小さいフィンガーを2本保持する燃料集合体引き抜きツール(FAP: Fuel Assembly Puller)が開発された。このツールを開口部に挿入することで、切り株燃料集合体のひきあげが可能となった。このツールは、フィンガーで下部端栓をひっかけた後、集合体の上部に侵入するスパイクを1本有していた。このスパイクにより、引き上げる際に燃料集合体を安定に保持できた。さらに、Fuel Assembly Handling Tool(水平方向のグリッパー)で収納缶内に挿入された。切り株燃料集合体は、これらのツールの組み合わせで、Target of opportunityアプローチで回収が行われた。次にどれを回収するかは、FAPの準備作業が少ないものから、臨機応変に決定された。切り株燃料の引き上げ回収作業よりは、引き上げた後に、次の集合体のためのFAPを挿入する邪魔になっていた破砕燃料棒の回収に時間がかかった。
1987.11月に、炉心部からのデブリ回収と切り株燃料の回収がほぼ終了した(デブリが融着していた集合体2体を除く)。残りの2体については、ほぼアモルファス状態のデブリが固着し、燃料棒形状がほとんど残っていなかった。これらの回収は延期され、LCSA解体が開始された。炉心部からのデブリ回収にはおよそ2年かかった。100人以上が知恵を出し合い、ワークショップでいろいろなツールの工夫をして完了した。Learn-as-you-goプロセスだった。
参考:Quick Look調査
参考:下部プレナム調査
参考:破損燃料集合体の回収
デブリ回収システム

図1(前述)に、選定された工法の概念図を示す[2]。燃料デブリ取り出しの準備作業として、圧力容器ヘッドを撤去した後に、通常の燃料交換で使用するIIF(Internal Indexing Fixtgure)をリークタイトに改良したものを設置し、作業空間の遮蔽と、デブリを水中で収納缶内に回収する作業を行うスペースを確保するために、圧力容器内の水位が約1.5m上昇できるようにされた。次に、上部プレナム構造物が撤去された後で、改良IIFの上に、遮蔽付きの回転式作業プラットフォーム(SWP: Shielded Working Platform)が設置された。SWPに設けられたスロットから、長尺ツールが挿入できるように設計された。また、SWPには、収納缶の位置決めシステム(Canister Positioning System)や、オフガス系や冷却水の循環処理システム(DWCS: Defueling Water Cleanup System)とのコネクションが取り付けられた。また、粒子状デブリを回収するための真空吸引システムが設計され、SWPの下に取付けられた(図3参照)。水中でデブリを格納した収納缶は、SWP上で洗浄され、窒素ガスで内部をパージされた遮蔽ベルで覆って、大気中をCanal最深部まで移送される設計となった(図4,5参照)。収納缶移送装置(CTS: Canister Transfer Device)は、既設の燃料集合体移送装置をリプレースして設置された(図6参照)。Canal最深部は水没され、さらに、収納缶と上部プレナム構造物を貯蔵できるように、Canal浅瀬部との間に鋼鉄製のダムが設置された。Canal最深部で、いったん貯蔵ラックに装荷された収納缶は、燃料移送装置(Fuel Transfer Mechanism)により横倒しにされ、燃料移送Canal(Transfer Canal)を通じて、隣接する燃料取り扱い建屋内の使用済み燃料プールに移送された。図2に、圧力容器上部のSWP周辺の概念図を示す[3]。SWPは、改良IIFとは別の構造物で支持され、その上に、長尺ツール等を吊り下げられるジブクレーンが設置された。これにより、作業員は長尺ツール自体の重さを支持することなく、作業を行うことができる。
参考:圧力容器ヘッド取り外し
参考:デブリ取り出し工法の変遷
収納缶移送システム

図7に、収納缶移送システム(CTS)の概略を示す[2]。本来取り付けられていた燃料集合体移送システムを撤去し、その代わりにCTSが設置された。燃料移送ブリッジの上に収納缶取り扱いトロリーを配置し、レール上を移動するシステムとなっている。収納缶の建屋内移送キャスク(遮蔽ベル)はSS製で鉛遮蔽物が内張された。図8に、収納缶移送キャスクの断面と外観の模式図を示す[2]。SWP上に移送キャスクを設置して、収納缶上部の吊具をグラップルでつかんで、移送キャスク内に引き上げられる構造となっている。キャスク内は、窒素ガスでパージされる。また、収納缶の表面はホウ酸水スプレーで洗浄できるように設計された。
SWP(Shielded Working Platform)
図9に、遮蔽付き回転作業プラットフォーム(SWP: Shielded Working Platform)の基本構成を示す[2]。作業員は、SWP上で、デブリ取り出しに関する作業を行うように設計された。主要な構成物は、遮蔽付きプラットフォーム、主支持構造物、長尺ツールスロットのレールシステム、Tスロットのレールシステム、遮蔽プレート、収納缶洗浄スプレー系、回転駆動システム、ケーブルマネージメントシステム、ジブクレーン、ブレーキシステムであった。
プラットフォームを支える主支持構造物はSS製のIビーム構造であり、空間の有効利用と、腐食の抑制を念頭において設計がなされた。中央ビームと周辺の数枚のビームからなるモジュール式SSプレートで構成された円盤状のプラットフォームは、外周部の車輪構造で回転できる構造となっている。モジュール式とすることで、作業に応じて開口部の位置が変えられるように設計された。
プラットフォームの中央部には、プラットフォームを横断するように長尺ツール用の開口部(18インチ幅)とハンドレールが設けられ、開口部はプラグでカバーされた。作業時には、この開口部を通じて長尺ツールが圧力容器内部に吊り降ろされた。重量の大きいツールについては、ジブクレーンで吊って重量支持するように設計された。T型構造のスロットは、作業内容によっては、補助的に利用できるように設置された。プラットフォームの下には、遮蔽のために、約3インチ厚のSS製プレートが2層配置された。また、真空吸引システム(後述)で用いられるFilter収納缶(2個)の回収ポートが設置された。収納缶表面をホウ酸水で洗浄するためのスプレーシステムが設置された。
SWPの駆動については、22個の5インチ径ローラーによる回転系を基本構成とするプラットフォーム駆動システムが設置された(図10)[2]。これにより、SWPは、反対方向に180度ずつ、0.3rpmの回転速度で回転可能であった。緊急時用のマニュアルディスクブレーキが取り付けられた。図11には、SWPを設置した主構造物の模式図を示す[2]。SWPは、圧力容器内の冷却水を封入するIIFとは独立に支持された。また、この支持構造物には、各種配管系のポートが取り付けられ、また、圧力容器内部のガスに対してリークタイトの構造となっていた。長尺ツールの作業をサポートする、ジブクレーン2基(キャパシティ1トン)が、SWPの横に設置された(図12)[2]。なお、SWPの設置全体概要は、前述の図2を確認いただきたい。
-
![図9 遮蔽付き回転作業プラットフォーム(SWP) [2]](/wiki/nsfr_img_auth.php/thumb/f/f2/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_8.png/360px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_8.png) 図9 遮蔽付き回転作業プラットフォーム(SWP) [2]
図9 遮蔽付き回転作業プラットフォーム(SWP) [2] -
![図10 SWPの回転駆動機構 [2]](/wiki/nsfr_img_auth.php/thumb/3/34/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_11.png/360px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_11.png) 図10 SWPの回転駆動機構 [2]
図10 SWPの回転駆動機構 [2] -
![図11 SWPの支持構造 [2]](/wiki/nsfr_img_auth.php/thumb/7/78/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_12.png/323px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_12.png) 図11 SWPの支持構造 [2]
図11 SWPの支持構造 [2] -
![図12 ジブクレーンの概要 [2]](/wiki/nsfr_img_auth.php/thumb/a/af/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_13.png/287px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_13.png) 図12 ジブクレーンの概要 [2]
図12 ジブクレーンの概要 [2]
![図9 遮蔽付き回転作業プラットフォーム(SWP) [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_8.png)
![図10 SWPの回転駆動機構 [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_11.png)
![図11 SWPの支持構造 [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_12.png)
![図12 ジブクレーンの概要 [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_13.png)
収納缶位置決めシステム(CPS: Canister Positioning System)

前述の図4,5に、初期のデブリ取り出しでの収納缶吊り下げ概念を示している[2]。初期取り出しのPhase-I(図4)では、長尺ツールでデブリベッド表面の片づけを行った後、単缶タイプの収納缶Sleeve(後述)を使って、デブリや構造材瓦礫を回収する計画であった。次に、Phase-II(図5)では、カルーセルタイプの収納缶位置決めシステム(CPS: Canister Positioning System)が投入され、Pick-^and-Place工法と真空吸引工法を併用してデブリを回収する計画であった。CPSは、圧力容器内でデブリを収納缶内に回収する際に、収納缶の位置を固定するために用いられた。最大5個のSleeveを取り付けて、その中に収納缶が装荷された。デブリ取り出しの進捗にともなって、デブリの堆積表面が次第に下がるため、収納缶の軸方向の固定位置が数か所に可変できるように工夫された。初期に用いる単缶用のブラケットと、5本を装荷できるカルーセルがそれぞれ設計製作された。 図13に、5本装荷用のCPSカルーセルの外観と、断面図、平面図をそれぞれ示す[2,14]。SWPから、回転式の円筒状構造物(主構造物、約50cm径)を吊り下げ、その周囲に収納缶を1本ずつ装荷できる円筒状のサポート(Canister Support Sleeve)が、ガイドプレートに沿って取り付けられていた。図14(左)には、カルーセルの主構造物の断面図を示す[2]。円筒構造(Spindle)で、側面にSleeveを取り付けられるフック構造が取り付けられていることがわかる。図14(右)には、Sleeveの構造を示す[2]。内径約60cmで、カルーセルへの吊り下げ用のレールがとりつけられていた。また、内部での収納缶の回転を防止するため、Tangとスペーサーが取り付けられていた。Sleeve内に収納缶を装荷した後は、その上部を遮蔽するシールカバー(Fuel収納缶の場合)、あるいは接続ポート(Knockout収納缶の場合)が取り付けられた。図15には、Sleeveハンドリングツールと位置固定用のロッキングツールをそれぞれ示す[2]。これらのツールにより、Sleeveの高さ位置は、圧力容器内での遠隔マニュアル操作で、五段階に変化させ、その位置で固定させることができた。カルーセル構造は、SWP上のドライブアッセンブリで回転させてから固定させることができた。Fuel収納缶上には、シールカバーが取り付けられた(図16(左))[14]。カバーは逆円錐形の構造で、排気ホール、リフトピン、位置決めスロットなどが取り付けられていた。使用しないときには、CPS主構造物にとりつけられていたラックで一時貯蔵された。図16(右)には、取り出し初期に用いられた収納缶(単缶)用の支持ブラケットの外観図を示す[14]。Sleeve1個を保持し、その内部に収納缶1体が装荷できる構造となっている。また、図17には、デブリ取り出しの最も初期に用いられた、収納缶(単缶)用のブラケットの配置を示す[16]。
-
![図13 (左) CPSカルーセル外観、(中) CPSカルーセル縦断面、(右) CPSカルーセル水平断面 [2,14]](/wiki/nsfr_img_auth.php/thumb/b/b2/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_32.png/600px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_32.png) 図13 (左) CPSカルーセル外観、(中) CPSカルーセル縦断面、(右) CPSカルーセル水平断面 [2,14]
図13 (左) CPSカルーセル外観、(中) CPSカルーセル縦断面、(右) CPSカルーセル水平断面 [2,14] -
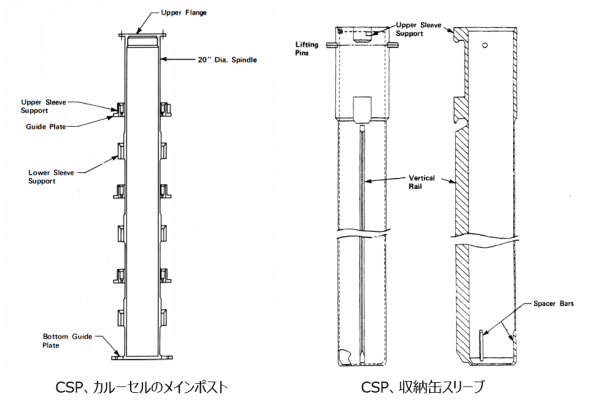 図14 (左) CPS主構造物(Spindle)、(右) 収納缶スリーブ [2,14}
図14 (左) CPS主構造物(Spindle)、(右) 収納缶スリーブ [2,14} -
![図15 (左) スリーブハンドリングツール、(右) スリーブロッキングツール [2,14]](/wiki/nsfr_img_auth.php/thumb/d/d7/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_34.png/417px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_34.png) 図15 (左) スリーブハンドリングツール、(右) スリーブロッキングツール [2,14]
図15 (左) スリーブハンドリングツール、(右) スリーブロッキングツール [2,14] -
![図16 (左) 収納缶のシールカバー、(右) 収納缶(単缶)ブラケット [2,14]](/wiki/nsfr_img_auth.php/thumb/a/a6/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_35.png/559px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_35.png) 図16 (左) 収納缶のシールカバー、(右) 収納缶(単缶)ブラケット [2,14]
図16 (左) 収納缶のシールカバー、(右) 収納缶(単缶)ブラケット [2,14]
![図13 (左) CPSカルーセル外観、(中) CPSカルーセル縦断面、(右) CPSカルーセル水平断面 [2,14]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_32.png)

![図15 (左) スリーブハンドリングツール、(右) スリーブロッキングツール [2,14]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_34.png)
![図16 (左) 収納缶のシールカバー、(右) 収納缶(単缶)ブラケット [2,14]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_35.png)
デブリ収納缶 [参考文献1]

収納缶設計方針
収納缶は、0.5ミクロンの微粒子から、燃料集合体の断面サイズまでの燃料デブリを回収できるように設計された。また、収納缶は、輸送キャスクを用いた構外輸送や、燃料デブリの長期保管のための、密封容器の役割も果たすように設計された。3タイプの収納缶が設計製作された(図18)[1]。
- Fuel収納缶: 大きな塊状デブリを直接回収、あるいは、別の小さな容器に回収した後で収納
- Knockout収納缶: 真空吸引システムにより、140ミクロンから燃料ペレット程度のサイズの粒子状デブリを回収(#粒径の大きい粒子をフィルター収納缶に送る前に、水流速を低下させ、水流の外に堆積させて除去する操作を"knockout"と呼ぶ)
- Filter収納缶: 真空吸引システムにより、Knockout canisterを通過した微粒子、水質浄化系を通過した微粒子、収納缶の脱水系を通過した微粒子、などを回収
収納缶の設計は、輸送や取り出し工程にも影響した。主要な設計因子は、臨界安全性、構造強度、冷却水の放射線分解、圧力容器内での取り扱い容易性、燃料移送系や輸送キャスクにおけるサイズや重量の制限、INELでの貯蔵プールでの重量制限、収納缶のベント、であった。#また、複数の単一目的の収納缶を設計するか、単一の多目的収納缶を設計するかが検討され、前者が選定された。NRCの輸送ライセンスに適合することも必要であった。
収納缶の設計では、当初の設計要求の外径13.35インチ(約32.5cm)から、14インチ(約34.3cm)に増やすことが検討された。これは、ホウ素遮蔽板の既製品サイズが14インチであったためだが、14インチ径では収納缶の水平断面が大きすぎ、取り扱いが難しくなるため、結局13.35インチに再設計された。しかし、小さい径の収納缶では、Knockout canisterの使用時に、流速を大きくする必要があり、小さい粒子の回収率が低下したのではないかと報告されている。また、形状の歪んだデブリや上部端栓の回収には、収納缶の内径がもう少し大きい方がよかったと報告されている。いくつかの上部端栓は、小分けするのが難しく、収納缶ではなく、貯蔵用のドラム缶に収納された。
燃料デブリ取り出しにおける重要なレッスンとして、次第に明らかになってくる内部の状況に基づいて設計の自由度を確保することと、設計や安全評価に必要となるリードタイム、の間のジレンマが指摘されている。収納缶についても、内部調査や、実際の使用経験に基づく、いくつかの改良が有効であった。1981年9月には、フルサイズの燃料集合体を格納できる収納缶が設計された。しかし、1983年8月の上部空洞ソナー調査とマッピングにより、フルスケールの燃料集合体はほとんど残留していないことが明らかになった。このことから、約4.3mのフルサイズ燃料集合体を収納できる当初の設計から、すでに承認されているM-130タイプの鉄道輸送キャスクを用いた経済的な構外輸送に適した、約3.3m長への設計変更が検討された。1984年6月に決定した仕様書では、収納缶の全長は約3.7mに増やされた。これは収納缶の製作業者が既存製造ラインで製作できる最大長さに相当した。収納缶長を短くすることで、取り扱い性は向上したと報告されている。また、さらに全長を半分に縮めた収納缶も検討されたが、充填されるデブリ重量が少なすぎるという観点で実現されなかった。
収納缶の重量測定
3タイプの収納缶に、圧力容器内で燃料デブリを充填する際の重量測定が大きな課題となった。アイダホ国立研究所の収納缶貯蔵プールの制限により、乾燥重量として輸送できる収納缶一体の重量は約1270kg(2800ポンド)が上限であった。圧力容器内での正確な重量測定にはいくつもの課題があった。デブリの密度が大きくばらついている可能性、重量測定中の圧力容器内の運転条件、収納缶高さ位置が数段階で異なること、収納缶を取り付けたカルーセルが回転すること、など。以下の重量測定方法が採用された。
- Fuel収納缶: 建屋クレーンで吊り下げて重量測定。Fuel収納缶は、デブリ回収作業中に上部が開放されており、運転員は、収納缶内部の充填率を目視しつつ作業できた。したがって、重量測定は、収納缶ごとに1-2回で充分であった。
- Knockout収納缶: 真空吸引作業中に、knockout収納缶に接続されたロードセルで連続的に重量測定された。このモジュールは、SWPの下面に取り付けられていた。
- Filter収納缶: 真空吸引作業中に、Filter収納缶に接続されたロードセルで連続的に重量測定された。同様に、SWPから吊り下げられていた。
- 脱水後の収納缶: 3タイプの収納缶ともに、不活性ガスのフローによる脱水処理がなされた後に、再度重量測定が行われた。収納缶内部の脱水処理前後で、輸送トロリーによって冷却水から引き揚げ、ロードセルにより、測定誤差約15kg(35ポンド)で重量測定された。
収納缶の充填剤
軽量コンクリート(セメント、ガラス材、脱塩水)が、Fuel収納缶の角型の内側シュラウドと円筒形の外管の間の充填剤に用いられ、両者の隙間が保持された。これにより、デブリ挿入時の内側シュラウドの変形やそれによる再臨界性の再評価必要性などが防止された。また、コンクリートを充填することで、冷却水中で収納缶が浮き上がることも防止された。しかし、収納缶の長期保管のためには、充填剤からの脱水が必要であり、INELでの、充填剤からの脱水作業は非常に困難であったと記載されている。また、デブリからの水素発生のため、収納管内の換気が必要であった。コンクリートの代わりの充填剤として、アルミナ粒子やグラスビーズもテストされた。
収納缶の除染
収納缶の外面線量は極めて高く、TMI-2サイト内での手作業でのスミアは不可能であった。TMI-2の燃料取扱い建屋において、輸送キャスクに装荷する途中で、収納缶表面は高温ホウ酸水のリング状スプレーで洗浄除染された。しかし、まだ、INELでの取り扱い基準の50倍の線量が残留していた。そこで、過酸化水素水溶液中に収納缶を浸した後、過酸化水素水にょるスプレーを行い、手作業でふき取りを行った。それでもまだ、さらに50%までの除染が必要であった。ブラシでこすった後にさらに手作業でふき取りしたが、まだ基準を満たすことができなかった。ブラシ磨きとふき取りの後に高温水洗浄することで、ほぼ基準がクリアされた。一方、INELでは、遠隔操作で、キャスクから取り出された収納缶のスミアが実施され、TMI-2での除染作業にフィードバックされた。
収納缶の数
コスト面での重要課題であったが、最終的に収納缶が何本必要になるかの判断は困難であった。当初見積もりでは、必要な収納缶数は243体とされた。アイダホ国立研究所の使用済み燃料プールの50%を利用することで、288体の収納缶を貯蔵することができると見積もられた。しかし、実際の燃料デブリ収納作業では、設計値に比べて少ない重量の燃料デブリしか収納缶に入れることができず、収納缶必要数が増加した。重要な点として、燃料デブリ取り出し方法が変更されたり、内部調査により炉内の状況が明らかになることで、3タイプの収納缶のそれぞれの必要数の見積もりが変化したことが指摘されている。最終的な必要本数の見積もり値は360体の間となった。燃料デブリ取り出し終了時点で、342体の収納缶が22回の列車輸送により、アイダホ国立研究所に輸送された。最終的な3タイプの使用実績は、Fuel canisterが286体、Knockout canisterが12体、Filter canisterが62体であった。
デブリ回収時の水質管理、作業性
デブリ回収作業中に、冷却水処理システム(DWCS)と添加剤の改良が必要となった。Filter収納缶の金属フィルターは、微生物の死骸と微粒子により目詰まりを起こした。過酸化水素水(殺生物剤)、珪藻土、凝固剤が、フィルターコーティング能力の向上のために用いられた。これらの材料は、デブリ取出しだけでなく、輸送や長期貯蔵にも使用された。また、水素触媒に、これらを混合させることで効果を高めることができたと報告されている。
圧力容器内冷却水の透明性は、作業効率や各種装置の破損リスクの低減に極めて重要であったことが報告されている。水質浄化系の基本設計は、濁度(NTU: nepkelometric turbidity)で0.1が設計目標とされた。6-10mの水深で遠隔手動でのオペレーションのためには、当初設計のNTU=1.0のかわりに、NTU=0.1に変更する必要があったと記載されている。圧力容器内の冷却水中での作業により、しばしば微粒子や微生物が巻き上がり、透明度が失われたことが報告されている。作業前には12mの透過度があったが、作業による懸濁で、1m以下の透明度になったことが報告されている。
事故直後の解析では、燃料集合体形状を維持したデブリがほとんどであると予想されていたが、上部ルースデブリサンプルの分析[8]により、粒子状デブリが多く存在することが明らかになった。溶融凝固デブリは、燃料集合体の主成分(U,Zr,Fe)と制御棒材(Ag,In,Cd)、その他の鋼材成分(Cr,Ni)からなっていた。また、酸素を多く含有していた。したがって、難燃性の酸化物が主成分であった。一部の溶融凝固物は、1m以上の厚みを持つ非均質な漏斗状の領域に存在していた(溶融凝固層)。別の一部は、バッフル板と圧力容器槽の間を通って下部プレナムに移行して堆積していた。このような溶融凝固物は数トン以上の重量があった。チゼルなどの機械的な破砕ツールでは、溶融凝固して一体化したデブリを破砕することができなかった。コアボーリングマシンやプラズマアーク切断機が必要となった。
デブリ回収ツール(初期)

真空吸引システム
前述の図3に、粒子デブリ、微粒子デブリの真空吸引システムの模式図を示している[2]。図19に、SWP下への真空吸引システムの設置外観図を示す[2]。
上部ルースデブリベッドに堆積していたデブリは、約20μmから約5mm程度のサイズが約90%を占めていることが、上部ルースデブリの分析により明らかになっていた[8]。そこで、粒子状デブリ回収の主要システムとして、2種類の収納缶(Knockout型、Filter型)と真空吸引ポンプを組み合わせた、水中での真空吸引システムが設計された。吸引ノズルから吸引された粒子デブリは、まず、Knockout収納缶を通過させる。ここではサイクロン方式で、収納缶内の水流速を低下させ、約140μm以上で、ペレットサイズ程度までの粒子デブリが回収される。ついで、バックアップを含む2系統のFilter収納缶を通過させ、0.4μmメッシュの金属フィルターでデブリ微粒子デブリがろ過して回収される。処理後の冷却水は、圧力容器内に還流される。Kockout収納缶のフィルターが詰まりやすいため、バックフラッシングのラインが取り付けられている。前述の図5に示すように、真空吸引システム(図19)は、SWP下に取り付けられていた。なお、この図では、Knockout収納缶は、直接SWPから吊り下げられているが、上述のCPSカルーセルのSleeve中にKnockout収納缶を装荷する方式も検討された。この場合には、Sleeve内のKnockout収納缶の上部に接続ポートが取り付けられる構成であった。
しかし、実際に運用してみると、バックフラッシングしてもフィルターのつまりが解消されにくく、あまりデブリの回収効率が上がらないことが明らかになった[15]。したがって、初期のデブリ取り出しでは、真空吸引システムより、スペード型のデブリバケツ(後述)によるPick-and-Place工法が多用された。したがって、Knockout収納缶はあまり使用されなかった。
一方で、図19と同等の真空吸引システムが、デブリ収納缶貯蔵プールの冷却水浄化系に設置さた。こちらはデブリ取り出しの全期間を通じて利用された。
.
真空吸引システムの主要機器は、ノズルアッセンブリ、ポンプモジュール、Knockout収納缶コネクション、Filter収納缶コネクション、運転をサポートする長尺ツール(オペレーショングラップル、ホースハンドリング、接続外しツール)、などであった。Knockout収納缶、Filter収納缶の重量はロードセルで連続的に秤量され、重量が許容値を超えると警報が発報する設計であった。
図20に、真空吸引システム操作用の各種ツール(グラップラー、クイックカップラー、ホースハンドリングツール、ソケットレンチ、フックツール、ホース接続ツール)、及び、真空吸引ホースシステムをそれぞれ示す[2,14]。
-
![図20(a) 真空吸引システム用の各種長尺ツール [2,14]](/wiki/nsfr_img_auth.php/thumb/2/2b/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_14.png/480px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_14.png) 図20(a) 真空吸引システム用の各種長尺ツール [2,14]
図20(a) 真空吸引システム用の各種長尺ツール [2,14] -
![図20(b) 真空吸引システム用の各種長尺ツール [2,14]](/wiki/nsfr_img_auth.php/thumb/3/3b/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_15.png/480px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_15.png) 図20(b) 真空吸引システム用の各種長尺ツール [2,14]
図20(b) 真空吸引システム用の各種長尺ツール [2,14] -
![図20(c) 真空吸引ホースシステム [2,14]](/wiki/nsfr_img_auth.php/thumb/2/28/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_16.png/223px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_16.png) 図20(c) 真空吸引ホースシステム [2,14]
図20(c) 真空吸引ホースシステム [2,14]
![図20(a) 真空吸引システム用の各種長尺ツール [2,14]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_14.png)
![図20(b) 真空吸引システム用の各種長尺ツール [2,14]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_15.png)
![図20(c) 真空吸引ホースシステム [2,14]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_16.png)
参考:上部ルースデブリの分析
Pick-and-Place工法用の長尺ツール
Pick-and-Place工法用の長尺ツールは、重量ツールと軽量ツールに大別される。複数タイプの先端構造が設計・検討された。機能確認試験が入念に行われ、作業スペースの効率化や汚染の抑制の観点で、実機投入する先端ツール(End Effector)が選定された[2,14]。表2に、設計された長尺ツールの一覧を示す[2]。
| ツール/コンポネント | 英語名 | 用途 |
|---|---|---|
| 重量ツール(ジブクレーンで重量保持) | ||
| 先端ツール取り扱いツール | End Effector Handling Tool | ハンドリングツールの先端に、各種のEnd Effectorを、用途によって着脱して使用。また、稼働用の油圧系統を内部に配管。最大荷重約900kg。最大横荷重約60kg。
End Effectorは、遠隔操作ボルトと油圧式のクイックカップリング(SS304製)で着脱。 ポールは、約6.7mの主ポールと約2.1mのサブポールの連結方式で、長さを三段階調整可能。総重量約123kg(End Effectorを含む)(図21(左))[2] |
| 三点グリッパー | Three Point Gripper | 小サイズの瓦礫デブリを摘まみ上げ。最大取り扱いサイズ:約15cm幅、約9kg以下。(図21(右))[2] |
| 四点グリッパー
(はさみつけ引き抜き) |
Four Point Gripper
(Staple Puller) |
不規則形状のデブリ粒子を摘まみ上げ、あるいは、横倒しのデブリ瓦礫を立たせる。約7mm~約10cmの棒状デブリが主な対象。(図22(左))[2] |
| グラップル | Grapple | 不規則形状のデブリを引き起こし。主な対象は、上部端栓やスパイダーなどの構造物。(図22(中))[2] |
| 単一棒のシャーリング | Single Rod Shears | ハサミ形式の先端構造(右手用、左手用)。AISI鋼製。固定側のブレードを燃料棒などの単管に打ち込み、反対側の可動式ブレードで挟み付けて切断。油圧約10MPaで切断荷重約2.3トン。
このツールの設計詳細は、実際に模擬燃料簿の切断試験を行って決定された。(図22(右))[2] |
| 分離くさび | Parting Wedge | 凝集したデブリの隙間に差し込み、分割するツール。約14MPaの油圧で、先端に約230kgの荷重。約20cm長さの先端アームにより、約18cmの開口が可能。(図23(左))[2] |
| 重量物トング | Heavy Duty Tong Tool | 重量デブリを挟み込んで吊り上げ。最大約25cmの幅まで対応。挟み込み圧力は約3.4MPa。(図23(右))[2] |
| スペード型バケツ(シャベル) | Spade Bucket Tool | 小サイズから中サイズまでの粒子状デブリを掬い取り、あるいは掘り出し。固定された水平プレート面(バケツの蓋)と油圧駆動のバケツ(シャベル)。掬い取り作業の油圧は約3.4MPa。(図24(左))[2] |
| クラムシェル型サンプラー | Clamshell Tool | 最大約15cm径より細い領域に侵入させ、粒子状のデブリを挟み付けて回収。2個の相対する三角形ブレードで挟み込む。最大約110kgまで回収可能。最長約2m深さまで侵入可能。油圧は約3.4MPa。(図24(右))[2] #上部ルースデブリのサンプリングツールと類似した構造。 |
| 重量物のシャーリング | Heavy Duty Shears | 崩落していた上部端栓から、燃料棒を切断除去用。横倒した燃料集合体を複数回のシャーリングで切断可能。通常の使用済み燃料シャーリングで使用されるHurstカッターブレードを使用。約17cmの開口部。(図25)[2] |
| 軽量ツール(アルミニウム製の導管の先端に取付。ジブクレーンでの吊り下げはケースバイケースで選択。小回りの必要な作業に使用。) | ||
| プライヤー | Vise Grips | プライヤー形状の先端ツールを、用途によって様々に交換して使用。挟み付け、摘まみ上げ、かきとり、掬い取り、など。(図26(左))[2] |
| ボルトカッター | Bolt Cutter | 約680~820kgの荷重範囲で、ボルトヘッドを切断。(図26(右))[2] |
| フックツール | Hook Tool | ひっかけあげ。最大約23kgまで。(図27(左))[2] |
| ソケットレンチ | Socket Wrench | 重量ツールのEnd Effector交換作業用。(図27(左中))[2] |
| メジャー | Measuring Probe | 側面に約4mまでのスケールを記載。(図27(右中))[2] |
| 軽量物トング | Light Duty Tong | 最大約45kgまでの軽量デブリをはさんで、摘まみ上げ。(図27(右))[2] |
| 端栓装荷ツール | End Fitting Loading Tool | 崩落していた上部端栓は、Fuel収納缶に装荷する際のクリアランスが小さいため、これを垂直に収納缶内に装荷するためのツール。最大約900kgまで取り扱い可能。(図28(左))[2] |
| バンドツール | Banding Tool | ピボット方式での圧着、バンドを巻いて締め上げるツール。切断にも使用。巻き付け最大荷重は約250kg。破損燃料集合体のシャーリングの前に、複数燃料棒を束ねるために使用。(図28(右))[2] |
| デブリバケツハンドリングツール | Debris Bucket Handling Tool | デブリバケツに取り付けられたリフトタブをひっかけて引き上げ、使い捨てデブリバケツをFuel収納缶に挿入し、リフトを取り外すように設計。(図29(左))[2] |
| ハンドレール油圧パネル | Handrail Hydraulic Panel | Banding toolとClamping Stationへの油圧供給の中継地点。高圧油圧系と低圧油圧系。長尺ツール取り扱いスロットのハンドレールに取付。 |
| サポートツール(圧力容器内のスペースが確保された段階で投入) | ||
| 使い捨てデブリバケツ | Disposable Debris Buckets | Fuel収納缶内に収まる形状で、縦置き型と横置き型の2種類製作。メッシュ構造の本体に、蓋つき。縦置き型バケツは、上部に蝶番形式のメッシュ蓋つき。横置き型バケツは、横倒しにしてデブリバケツスタンドの上に配置することで、側面に蝶番つきの蓋とりつけ。リフトタブが取り付けられており、上述のハンドリングツールでひっかけて移動。そのままFuel収納缶に装荷。(図29(中、右))[2] |
| 再利用デブリバケツ | Reusable Debris Buckets | 再利用型のデブリバケツ。いったんデブリを収納し、下部の蝶番蓋を開くことで、デブリ漏斗を通じて、Fuel収納缶内にデブリを投入する仕組み。(図30(左))[2] |
| デブリ漏斗 | Debris Bucket Funnel | Fuel収納缶の上に設置し、再利用タイプのデブリバケツからデブリを落とし込む作業で使用。また、瓦礫デブリをチゼルで破砕する作業での受け側としても使用。(図30(右上))[2]
#コアボーリング以降では、分厚いサイズのデブリ漏斗が投入され、大型デブリの破砕作業での受け側に使用された。 |
| 上部端栓ワイヤー用の貯蔵バスケット | End Fitting Wire Storage Basket | 切断したインコアモニターワイヤーなどの構造材由来のデブリを貯蔵するバスケット(#デブリ収納缶には入れない)。(図30(右下))[2] |
| デブリバケツスタンド | Top Loading and Side Loading Debris Bucket Stands | デブリバケツ内にデブリを回収する作業の間、デブリバケツを縦置き、あるいは横置きで保持。下部格子の上、あるいは、バッフル板の上に取り付けられる構造。取付はソケットレンチ(上述)で実施。(図31)[2] |
| デブリバケツスタンドのハンドリングツール | Debris Bucket Stand Handling Tool | デブリスタンドのハンドリングツール。(図32)[2] |
| デブリクランプステーション | Debris Clamping Station | 上部端栓、スパイダー、燃料集合体、などの一部を、切断、バンド掛けなどの作業のために、挟み付けてホールド(縦置き方向、横置き方向)。(図33(左)) |
| デブリバケツハンガー | Debris Bucket Hanger | SWPの下で、様々なタイプのデブリバケツを一時保持。ピボット構造で水平位置を可変。用いないときには、回転させて、作業域から離れたとことに移動。
圧力容器内での、2つのスロット間でのデブリ移送にも使用。 支持ポスト、軸方向延長配管(ピボットタイプ)、径方向アーム、外側ピボット、デブリバケツトレー、で構成。(図33(右)) |
-
![図21 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/nsfr_img_auth.php/thumb/f/f4/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_17.png/491px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_17.png) 図21 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]
図21 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] -
![図22 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/nsfr_img_auth.php/thumb/8/8c/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_18.png/600px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_18.png) 図22 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]
図22 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]
![図21 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_17.png)
![図22 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_18.png)
-
![図23 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/nsfr_img_auth.php/thumb/b/b5/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_19.png/568px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_19.png) 図23 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]
図23 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] -
![図24 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/nsfr_img_auth.php/thumb/d/d1/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_20.png/600px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_20.png) 図24 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]
図24 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]
![図23 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_19.png)
![図24 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_20.png)
-
![図25 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/nsfr_img_auth.php/thumb/5/54/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_21.png/333px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_21.png) 図25 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]
図25 Pick-and-place作業用の各種長尺ツール -重量ツール- [2] -
![図26 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]](/wiki/nsfr_img_auth.php/thumb/a/aa/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_22.png/600px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_22.png) 図26 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]
図26 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]
![図25 Pick-and-place作業用の各種長尺ツール -重量ツール- [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_21.png)
![図26 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_22.png)
-
![図27 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]](/wiki/nsfr_img_auth.php/thumb/1/1c/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_23.png/589px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_23.png) 図27 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]
図27 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2] -
![図28 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]](/wiki/nsfr_img_auth.php/thumb/4/4d/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_24.png/588px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_24.png) 図28 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]
図28 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]
![図27 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_23.png)
![図28 Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_24.png)
-
![図29(左) Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]、図29(右) 使い捨て用デブリバケツ [2]](/wiki/nsfr_img_auth.php/thumb/d/d4/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_25.png/600px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_25.png) 図29(左) Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]、図29(右) 使い捨て用デブリバケツ [2]
図29(左) Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]、図29(右) 使い捨て用デブリバケツ [2] -
![図30 再利用デブリバケツ、漏斗ツール、下部端栓ワイヤー用のバスケット [2]](/wiki/nsfr_img_auth.php/thumb/0/0e/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_26.png/444px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_26.png) 図30 再利用デブリバケツ、漏斗ツール、下部端栓ワイヤー用のバスケット [2]
図30 再利用デブリバケツ、漏斗ツール、下部端栓ワイヤー用のバスケット [2]
![図29(左) Pick-and-place作業用の各種長尺ツール -軽量ツール- [2]、図29(右) 使い捨て用デブリバケツ [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_25.png)
![図30 再利用デブリバケツ、漏斗ツール、下部端栓ワイヤー用のバスケット [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_26.png)
-
![図31 デブリバケツスタンド [2]](/wiki/nsfr_img_auth.php/thumb/3/37/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_27.png/524px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_27.png) 図31 デブリバケツスタンド [2]
図31 デブリバケツスタンド [2] -
![図32 デブリバケツスタンドとハンドリングツール [2]](/wiki/nsfr_img_auth.php/thumb/b/b0/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_28.png/600px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_28.png) 図32 デブリバケツスタンドとハンドリングツール [2]
図32 デブリバケツスタンドとハンドリングツール [2] -
![図33 デブリクランプステーション、デブリバケツハンガー [2]](/wiki/nsfr_img_auth.php/thumb/b/b3/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_29.png/507px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_29.png) 図33 デブリクランプステーション、デブリバケツハンガー [2]
図33 デブリクランプステーション、デブリバケツハンガー [2]
![図31 デブリバケツスタンド [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_27.png)
![図32 デブリバケツスタンドとハンドリングツール [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_28.png)
![図33 デブリクランプステーション、デブリバケツハンガー [2]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_29.png)
制御用設備、観測系設備
真空吸引システム、及び、Pick-and-Place用の長尺ツールでのデブリ回収をサポートする設備として、
- 電気系統、配電盤
- 制御パネル
- 油圧系統
- ケーブルマネージメントシステム
が、設置された。ここでは、詳細は省略する。
また、デブリの真空吸引、Pick-and-Place操作、収納缶回収、収納缶挿入、などの作業の観測系設備として、
- ビデオ
- ビデオカメラハンドリングツール
- ライト
- 真空吸引ノズルの観測系
- 計測器
などが取り付けられた。図34にカメラハンドリングツールの概略を、図35に圧力容器内の光源位置決めシステムと真空吸引ノズルカメラの概念図を示す[2,14]。
-
![図34 カメラハンドリングツール [2,14]](/wiki/nsfr_img_auth.php/thumb/2/2d/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_30.png/304px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_30.png) 図34 カメラハンドリングツール [2,14]
図34 カメラハンドリングツール [2,14] -
![図35 光源位置決めシステム、真空吸引ノズル用のカメラ [2,14]](/wiki/nsfr_img_auth.php/thumb/4/4d/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_31.png/537px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_31.png) 図35 光源位置決めシステム、真空吸引ノズル用のカメラ [2,14]
図35 光源位置決めシステム、真空吸引ノズル用のカメラ [2,14]
![図34 カメラハンドリングツール [2,14]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_30.png)
![図35 光源位置決めシステム、真空吸引ノズル用のカメラ [2,14]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_31.png)
溶融凝固層の破砕ツール

炉心上部に堆積していたルースデブリを回収した後には、炉心中央以下に堆積していると推定されていた、硬い溶融・凝固デブリ層を破砕し回収する必要があると考えられた。この作業用のEnd Effectorの基本検討が、上部ルースデブリの回収作業に並行して行われた[2]。取り出し後期で必要となるツールについても、基本的には、End Effector Handling Toolの先端に取り付けて、Pick-and-place方式で作業を行うことが検討された。
打撃チゼル
溶融凝固デブリを破砕、あるいは、掘削する目的で、油圧式のチゼルが設計された(図36(左))[2]。一分あたり2000回の打撃と3.5rpmでの回転ができるように設計された。
研磨ソー(Abrasive Saw)
溶融凝固デブリを切断する目的で設計された(図36(右))[2]。打撃チゼルと同程度の油圧で稼働し、8インチ幅の円形ソーでは、2インチ深さまでの切断が、10インチ幅の円形ソーでは、3インチ深さまでの切断が可能であった。
水圧レーザー(Hydrolaser)
平衡して、高圧水によるデブリ切断システムも検討された。高圧ノズル、高圧ポンプ、水流混合ボックス(WC製)、などの付属設備が必要とされた。
#しかし、これらのデブリ破砕ツールは実際にはほとんど使用されなかった。打撃チゼルは、コアボーリング調査後に使用されたが、デブリ破砕効率が悪かったため、ボーリング装置の先端ビットを交換してのボーリング破砕作業(スイスチーズ化)に切り替えられた。研磨ソーは、デブリ切断にはほとんど使用されず、主に、炉心支持構造物の縦方向配管の切断用に用いられた。また、類似ツールが付着デブリの研磨機として使用された。水圧レーザーもほとんど使用されず、代替として、スライドハンマーが用いられた。
位置決めシステム(Tool Positioning)
デブリ取り出し後期には、炉心下部支持構造物(LCSA)の全範囲にアクセスする必要がある。取り出し初期に使用されるツールを用いて、SWPから、すべてのLCSA範囲にアクセスするのは困難であり、収納缶や各種取り出しツールについて、なんらかの移送や回転システムが必要になると考えられた。
#実際には、炉心下部の燃料集合体は、上部をバンドして下部格子から引き抜き、あるいは、爪状のツールを下部に差し込んで引き抜きされた。また、LCSAの切断には、アークプラズマ方式の切断システムが用いられた(後述)。デブリ回収には、エアリフトが用いられた(後述)。
ROSA[参考文献11]、MANFRED[参考文献12]
デブリ取り出し後期には、溶融・凝固デブリを破砕し回収する必要がある。この作業を圧力容器内で自動で行うシステムとして設計されたが、実機投入されなかった。
ROSA(Remote-Operated Service Arm)の概念図を、図55(a)に示す(後述)[30]。主に、デブリの真空吸引システム用の遠隔操作ロボットアームとして開発された。燃料移送Canalを全水没させるデブリ取り出し工法では、主力設備として使用が検討されたが、基本設計段階で開発中止された。
MANFRED(Manipulato for Reactor Defueling System)は、デブリ取り出し後期の下部プレナムからのデブリ取り出し作業用に開発された(後述)。
コアボーリングマシン(CBM)

Quick Look調査[3]や上部ルースベッドの探針調査[5]などにより、炉心上部の燃料が崩落して上部空洞とルースブリベッドが形成されていること、また、デブリベッドの堆積厚さは約0.6~0.9mであり、その下には探針が貫通できない硬い層が存在していることが明らかになった。一方で、コアフォーマと圧力容器槽の円環状の隙間を通じて行われた下部プレナム周辺部の調査[10]により、約10~20トンのデブリが下部プレナム内に堆積していること、炉心下部構造物(LCSA)にはほとんど損傷が見られないことが明らかになった。これらのことから、炉心下部には溶融凝固層と切り株状に残留した燃料集合体が存在していることが推定された。それらの堆積状態を調査することで、炉心下部からのデブリ取り出し工法の具体化と、事故時のデブリふるまいの解明に極めて有用な知見が取得できると判断され、コアボーリング調査が行われることとなった[16]。なお、コアボーリング調査が行われるまでは、溶融凝固層の中央底部が破損し、溶融デブリはLCSAの中央を破って、下部プレナムに移行したと推定されていた[16]。しかし、実際には、ほとんどの溶融デブリは、炉心南東側のバッフル板を破り、コアフォーマ領域を通過して下部プレナムに移行していたことがボーリング調査で明らかになった[16]。
参考:Quick Look調査
参考:DOE年次レポートの概要(上部ルースデブリ採集、1983年レポート)
参考:下部プレナム調査
コアボーリングマシンの設計と据え付け

コアボーリング装置の設計要件として、以下が提示された[17]。
- 2.4m長さ、6.35cm径のサンプルを回収できること(Fuel型収納缶に収納できるサイズ)
- 回収したサンプルをFuel収納缶に装荷できること(RPV内でのデブリ取り扱いシステムを使用)
- 炉心中央から、2.4m径の範囲でボーリング可能なこと(SWP: Shielded Working Platformの上に設置したドリルマシンからのドリルビットの到達範囲)
- 装置をモジュール化し、エアロックを通じて原子炉建屋内に搬入し、SWP上で組み立てられること
- 4つのカテゴリーの層を掘削できること(形状を維持した燃料集合体、ルースデブリベッド、溶融凝固層(セラミックと金属混在)、空洞)
- 作業員の数と作業時間を最小化すること
高線量下で使用可能で、経済的に合理的、という観点で、様々な方式のコアボーリングシステムが検討され、アイダホ国立研究所(INEL)で機能確認試験が行われた。機能確認試験では、ジルカロイ被覆でSiO2ペレットからなる模擬燃料棒、インコネル製のスペーサーグリッド、ステンレス製の端栓、コンクリートブロック、砂利、アルミナ板などが用いられた。
まず、先端に取り付けるドリルビットの開発が行われた。図37に、市販品をベースに開発されたドリルビットを示す[18]。鋳造された王冠構造であり、その内外面には工業用ダイヤが塗布されている。また、先端にはタングステンカーバイド性の刃が銀はんだで取り付けられており、刃部分にも工業ダイヤが塗布されている。
次に、このドリルビットをとりつけるドリルユニットの選定が行われた。Longyear社の製品をベースに機能確認試験が行われ、回転速度、トルク、先端荷重などの範囲が選定された。その結果に基づいて、ドリルストリングの構造や回転駆動力の伝達メカニズム、サポートツールの構成等が設計された。コアボーリングマシンの設置概念図を図38に示す[18]。
ドリルストリング(パイプ)はシリンダー形状で、装置の上部から挿入される。途中に3か所の接続部(クランプ)があり、ドリルビットに回転駆動力と荷重を伝える。シリンダーは二重管になっており、外管はドリルの軸を支持する役割もになっている。ドリルストリングは、日本製のMagaloヘッドに取り付けられている。回転速度は0~500rpm、トルクは0~4067J、荷重は0~4535kgで、それぞれ可変である。ドリルストリングの先端部分は、サンプルを回収するコアバレル、ドリルストリング、およびケーシングからなっており、ドリルストリングは必要な深さまで到達する長さになっている(#それ以下までストッパーにより侵入しない。インコアモニターノズルを破損させないため)。ケーシングは、コアバレルを回収した後に、下部プレナムにビデオを挿入する通路を保持する役割もになっている。コアバレルは、市販品ベースで、サンプルを保持し、ドリルビットを支持し、駆動力を伝え、冷却水を供給する役割を持っている。二重管で、内側はサンプルを保持、外側はビットを回転させる役割である。コアバレル内にサンプルが侵入することで内部の水が押し出されるため、その排水口が上部に設けられている。ドリルストリング(8.9cm外径)とケーシング(11.4cm外径)は既製品が利用された(#全長は短尺化された)。ケーシングの内径10.2cmとドリルストリングの間を維持するように、ドリルストリング側にスペーサーが溶接された。作業中に、ビットの冷却と掘削粒子の除去のために、ホウ酸水の連続供給が行われた。作業後の、ケーシングとドリルストリングの除染用にホウ酸水スプレーが取り付けられた。加圧ポンプにより、RPV内の冷却水を使用して冷却水が供給された。一方、除染にはフレッシュな冷却水が用いられた。TMI-2のホウ酸水調製設備で製造されたホウ酸がいったんタンクに貯蔵され使用された。

SWPの上に、インターフェースプラットフォーム、ドリルの位置決めプラットフォーム(インデックスプラットフォーム、径方向移動と回転移動の2種類)、作業員の手すり用プラットフォーム(Tilt Platform)が、それぞれ取り付けられ、その上にドリルマシンが組み立てられた。Tiltプラットフォームは、作業スペースとしても利用された。SWPには36cm径の開口部が数カ所設けられており、これらのプラットフォームを組み合わせて動作することで、炉心中央から2.4m径の範囲のどこでもボーリング作業ができるように設計された。また、装置の水平維持のため、位置決めプラットフォームの下に油圧ジャッキ4基が設置された。さらに、水中でドリルストリングを保持する支持構造物がSWPの底面に取り付けられた。
コアバレル内にサンプルが回収された後、RPV内の上部に引き上げられ、鉛遮蔽付きの輸送キャスク内に収納された。輸送キャスク表面は、キャスクスプレーによりホウ酸水で洗浄された。この他に、ホウ酸水供給系(加圧ポンプとホース)、サンプルの酸化を防止するために、輸送キャスク内を不活性ガスでパージするシステム、収納缶に入れる前にサンプルをいったん保持する貯蔵バスケット、ドリルマシンの制御盤、ビデオモニター系が取り付けられた。安全系統として、ドリルビットへの冷却水水圧と水流、クランプ部のねじれトルク、油圧媒体の容積と温度などが連続的にモニターされ、設定リミットを超えた場合に、装置が自動停止するように設計された。
また、モックアップ試験では、掘削層が変化した際の各種運転パラメータの変化傾向が調査された。これにより、掘削中のパラメータ変化により、コンピューター解析で成層化の状態が表示されるようになった。図39に、モックアップ試験でのパラメータ変化の例を示す[16]。様々な構成物を成層化して製作された模擬デブリを掘削し、ビットの侵入速度、掘削トルク、回転エネルギー、回転スピード、などがモニターされ、それらの変化により、デブリ堆積境界が検出されるようにデータ化された。
なお、ボーリング装置の動作状況やボーリング孔の様子については、ペン州立大のポータルサイトに、ビデオデータが公開されている[19]。
コアボーリングの作業手順
- ドリルマシンをインデックスプラットフォーム上に組み立て
- ボーリングの目標地点に位置決め
- ドリルパイプとケーシングを組み立て、クランプで保持
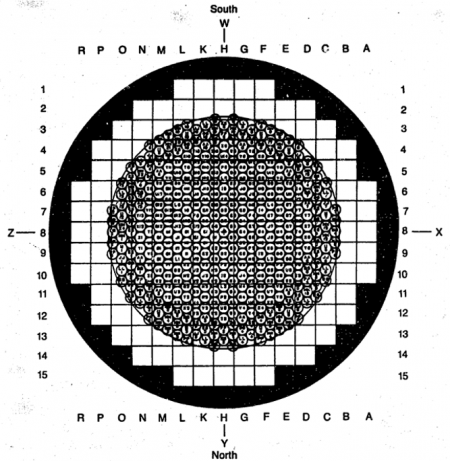
図40 溶融凝固層の破砕作業(スイスチーズ化) [15] - コアバレルとドリルストリングを下降、ボーリング開始
- 下部端栓位置を貫通したら、ボーリング操作を一旦停止
- LCSAの第1層の上でコアバレルを保持し、ケーシングの上部にプラグ取り付け
- ドリル開口部にケーシングを挿入し、開口部を保持
- ケーシング上部を取り外し、コアバレルを鉛遮蔽つきの輸送キャスク内に引き上げ
- 輸送キャスク内を窒素ガスパージし、Fuel収納缶の上に移動
- コアバレルを収納缶内に格納
- 必要に応じ、ケーシング内にビデオカメラを挿入し、下部プレナム領域のビデオ撮影
- 必要に応じ、小径のドリルストリングを入れて、LCSA以下のコアボーリング(#デブリがLCSA内に多く堆積していた場合)
- 必要に応じ、下部端栓部分の開口部をふさぐプラグ装荷(#上部からのデブリ落下防止
- 下部プレナムデブリサンプルを既存の長尺ツールで採集
- 作業後にマシン解体、除染

溶融凝固層の破砕作業
CBMは、ボーリング調査後に、先端ビットと硬い固体形状に交換して、溶融凝固層の破砕作業(スイスチーズ化)に用いられた。図26に、掘削軸を重ねながら実施された400カ所のボーリング位置を示す[15]。
LCSAの解体作業に向けたCBMの機能確認、モックアップ試験[参考文献24]
下部プレナム調査[10]とコアボーリング調査[17]の結果から、下部プレナムに約9~19トンのデブリが堆積していること、また、下部プレナムには瓦礫状のデブリが多いため、小さな開口部を通じて真空吸引方式でこれを回収することは困難で、LCSAの中央部を切断・解体してアクセスルートを構築する必要があることが確認された。炉心部の溶融・凝固デブリを破砕して回収する作業[15]、さらに、炉心下部に残留していた切り株燃料を回収する作業[20]と並行して、下部プレナムアクセスの障害となるLCSAの解体計画が検討された。
当初案では、プラズマアーク切断システム(ACES、後述)が優先的に使用される計画であったが、下部プレナムデブリの物量と堆積範囲が広いこと、炉心部デブリのボーリング破砕作業により、LCSA内にも相当量のデブリが堆積したこと、などにより、当初案より広い範囲を解体する必要が発生した。これを行うには、ACESだけの作業では、2000回以上の切断回数が必要となると見込まれた。そこで、軸方向構造物周辺のくりぬき貫通作業に、コアボーリングマシン(CBM)が併用されることとなった。軸方向構造物は、軸に対してシンメトリーであり、CBM作業が適していると判断された。

LCSAの構造を、図41に示す[22]。LCSAはSS製の5層構造でかなりのボリュームがあり、48本の支持ポスト、52本のインコアモニター案内管、外周部にシェル構造を有している。それぞれの構造物のおよその役割とサイズは、
- Lower Grid Top Rib Section(第1層): 燃料集合体の下部端栓をはめ込み、燃料集合体の位置決めと支持の役割。133.4mm厚さ、上部に50.8mm厚のパッド装着。
- Lower Grid Distributor Plate(第2層): 燃料集合体に流入する冷却水フローを均質化する役割。第1層との間の隙間136.5mm。25.4mm厚さ、燃料集合体の下に85.7mm径の数100個の冷却水流入ホール。
- Grid Forging(第3層): 炉心の重量を機械的に支えるメインパーツの役割。第2層との間の隙間136.5mm。342.9mm厚さ、燃料集合体の下に165.1mm系の大型ホール。
- In-core Guide Support Plate(第4層): 下部ヘッドを貫通して装荷されているインコアモニター案内管を支持する役割。第3層との間の隙間12.7mm。50.8mm厚さ、燃料集合体の下に165.1mm系の大型ホール(そのうち52か所には、インコアモニター案内管挿入)
- Flow Distributor(第5層): 圧力容器外周から流入してくる冷却水を、炉心下部に均質に供給する役割。第4層からの距離は中心部で495.3mm。半球状構造で50.8mm厚さ、燃料集合体の角位置に152.4mmのホール(#ここは、燃料集合体の真下ではない)。5か所だけは、下部プレナムに直接アクセスできる88.9mm径のホール。
- 支持ポスト(48本): 第1層に設置された燃料集合体の荷重を第3層に伝える役割。114.3mm外径の円筒構造、266.7mm全長。水平面で第1~3層に接続。4体の燃料集合体の中央(十字型の中心)に配置。
- インコアモニター案内管(52本): インコアモニター計装ラインを内部に保持し保護する役割。燃料集合体の中心位置の下に配置。ノズル型の円筒構造で、第1層位置で49.2mm外形、第4層に接続されている位置で88.9mm外径。63.5mm高さのナットで第4層にねじ込んで溶接。第5層の貫通部では、114.3mm外径で溶接(中央部ではガセット構造で支持)。
CBMで、第4層まで貫通する作業に向けて、先端ビットの選定とフルスケールモックアップ試験が実施された。実際には、堆積デブリが障害物となり、第2層までのくりぬき掘削までしか実行されなかった。

LCSAボーリング方式の検討経緯
- 炉心部ボーリング調査では、タングステンカーバイド製(114.3mm外径)のStratapax社の先端ビットが使用された(図37[18])。
- 炉心部の溶融・凝固デブリの破砕作業では、114.3mm径のsolidビットが使用された(公開図面なし)。
- これらの作業では、主にセラミック材質からなるデブリが掘削された。一般的な岩石層の掘削と同様の方法で、円筒形の油圧シリンダーに荷重をかけ、先端ビットを回転させて掘削が行われた。セラミック層では、精密な荷重制御の必要がなかった。
- これに対し、SS製のLCSAの掘削は技術的に大きく異なる。SS構造物の掘削では、精密な荷重制御と定速度運転、一定トルク運転が必要となる。また、金属片の目詰まりで先端のカッターが侵入できなくなった場合、スタックされて取り出し不可になり、先端部を切断してはずすしかなくなるリスクがあった。さらに、LCSAに到達するには、ドリルマシンの動作部と作業部分の距離が10.67m以上あることも課題となった。
- そこで、External guide plateとInternal guide pilotを取り付け、先端部の揺れを抑制できる構造とされた。
- 冷却水としては、冷却水は5000~6000ppmのホウ酸水が使用された。1500ppmのナトリウムも含有され(中和剤)、pH:約7.6で維持された。
- 1987.1月の技術レビューでは、LCSA全体をCBMで貫通させることは困難だが、数か所の下部プレナムアクセス孔を構築することはフィージブルと判断された。第1層から第4層までは、燃料集合体の直下にフローホールがあり、第5層のみをその真下で貫通できれば、下部プレナムに真空吸引システムのノズルを挿入し、ルースデブリが回収できるのではないかと判断された。
- 1987.5月に、フルスケールモックアップ試験が実施され、第2層から第5層まで貫通できることが確認された。この段階では、Waukesha Cutting Tools, Inc.社製のトレパニングタイプのビットが使用された(トレパニング:円環状の刃構造)。Waukesha製のビットは、SS製の本体に、窒化チタンコーティングのT-15鋼の刃が取り付けられていた。
- この段階では、他に、炉心部の掘削に用いられたStratapaxビット、Christensen Mining Products Company製のJunkmillビット(タングステンカーバイド製の粒子を鋼製のボディと先端に塗布)、Hougen Manufacturing Companu, Inc.製のRotobroachビットのテストも行われた。StratapaxとJunkmillは、作業に必要なトルクと荷重がCBM装置の仕様上限に近かった。Rotobroachビットは振動が激しく、この段階で候補から外された。
- モックアップ試験の結果を受けて、CBMとACESの組み合わせ工法が詳細化された。下部プレナムには大型の瓦礫状デブリが存在すること、LCSA内に相当量の堆積デブリがあることから、LCSAの切断・解体範囲は、当初案より広げられることとなった。
- CBMの役割は、インコアモニター支持管の周辺で5層構造を円環状に貫通し、LCSAの水平パーツと分離すること、および、LCSA支持ポスト周辺で第3層まで貫通し、支持ポストと水平構造物をフリーにすることとされた。その後に、水平プレートの切断は、ACESで実施することとなった。また、プランBとして、現場での使用経験がないACESが故障した場合には、CBMで下部プレナムまでの貫通部を形成する案が立案された。先端ビットは、Waukesha製が第一案として採用され、プレートごと状態によっては、Junkmillビットもバックアップとして使用されることとされた。
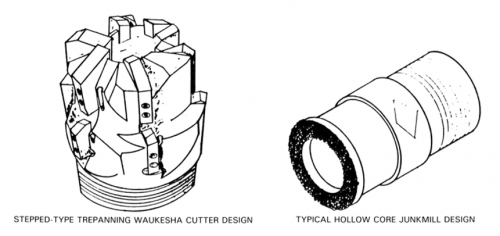
図43 LCSA解体作業用に使用された先端ビット [24] - これらのモックアップ試験は、Terra Tek Drilling Research Laboで実施された。ドリルリグを可動式ガントリー(門型の取り付け装置)に取り付けることで、大気圧や加圧中での様々な掘削位置に移動可能であり、プラットフォームがガントリー内に設置され、垂直方向の位置がおよそ決定された。実機と同様の制御システムを用いて、最大500rpm、6780Nmトルクまでの回転可能で、掘削距離1.8m、掘削速度30.5m/h、ビット荷重最大1779.2kNであった。ターゲット位置からドリルリグまでの距離は最長15.2mであった。
- モックアップ試験に用いられた模擬構造物は、LCSAの5層を模擬しており、63.5mm径のタイロッドで接続されていた。
- ほぼすべての掘削をWaukeshaビットで可能と判定されたが、上述の課題が確認された。Junkmillビットは、インコアモニター案内管のスパイダーと付着デブリ除去に使えることが確認された。

CBM装置の改良
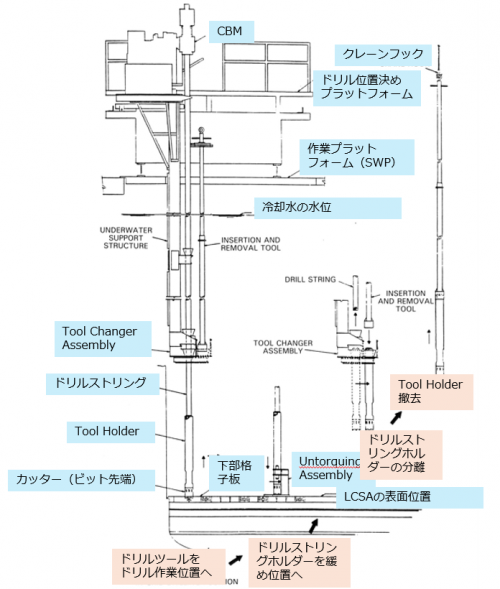
図44 LCSA解体作業におけるCBM装置の利用 [24] - 先端ビットについては、トレパニング構造のWaukeshaビット(T-15製本体にTiNコーティング、交換式)が、最大50rpm、271~542Nm、136~680kg荷重、0.025~0.152mm/sd侵入速度、の条件で使用された。また、Junkmillビット(鋼製ボディにWC塗布)が、30~70rpm、271~1356Nm、454~3629kg荷重、<0.127mm/s侵入速度、の条件で、スパイダーの切断と、酸化物デブリの除去に使用された。図43[24]に、2タイプの先端ビットの模式図を示す。
- CBMをLCSA掘削に用いる場合の構成を、図44[24]に示す。

ドリルストリング
ドリルマシンのスピンドルから、先端ビットにトルクと荷重を伝達する役割。114.3mm外径、9.5mm厚、円筒形の炭素鋼製、最長で4.5mのケーシング、ネジとめ式
ツールホルダー
先端の切断ツールを、ドリルストリングにとりつける役割。1.93m長で、上部の406mm部分は、158.8mm径で、Underwater tool changerとのインターフェース の役割。内部は中空で冷却水の流路となる。
Underwater Structure Tool Changer
先端にテーパー加工を有しており、ドリルストリングの下部で、先端ツールを交換する役割(交換イメージは、図44中に図示)。
Underwater Untorqing Fixture、Cutter Head Changing Machine
掘削作業により、ドリルストリングと先端ツールののねじ込み部分、及び、先端ツールの先端でのカッターとのねじ込み部分には、さらにトルクがかかり、増し締めされる。これらを逆回しして、交換する役割。
Flush Water pump
掘削で形成される金属チップの除去には、溶融凝固デブリの掘削の際より大きい冷却水フローが必要となる。模擬試験で、75.7L/分の冷却水流速が必要と確認された。そこで、フローポンプは、従来の18.9L/分ポンプと交換された。
Data Acquisition System
制御盤が改良され、回転速度、先端荷重、トルク、冷却水流速、侵入速度。カッターの深さ位置が、SWP上と制御ルームの双方でモニターできるようになった。
External Guide Plate、Internal Guide Pilot

先端ツールホルダーの側面を保持する役割(図45[24])。
LCSA解体作業
作業手順の詳細は、別項目でまとめた。
参考:下部プレナム調査
参考:破損燃料集合体の回収
デブリ取り出し後期に用いられたシステム
デブリ取り出し後期には、切り株燃料集合体の引き抜き(Fuel Assembly Puller)、瓦礫状デブリのPick-and-place(Core Debris Digger)、粒子デブリの回収(エアリフト)、炉心支持構造物の軸方向解体(CBM: Core Boring Machine)、炉心支持構造物の切断(ACES: Automated Cutting Equipment System)、構造物の研磨と付着デブリの除去(回転研磨機)、インコアモニターの切断(Abrasive Saw)、などが用いられた。
CSA解体・撤去と、下部プレナムからのデブリ回収の手順 [参考文献15,20,21,23]
1985.10月~1986年内の作業(太字は、CSA解体・撤去に直接関係する出来事)
- 1985.9月: LCSA解体方法とLCSA領域からのデブリ回収ツールの開発に関する最初の技術報告が行われた。
- 1985.10月: 上部ルースデブリ上の堆積物の片づけ、デブリ回収の準備作業が開始された。
- 1985.12月: 上部ルースデブリの回収が開始された。最初は、Pick-and-place方式で瓦礫状のデブリが回収された。
- 1986.1月: 真空吸引システムが稼働開始した。トングツールでの吊り上げが困難な塊状デブリが表面に残留し、真空吸引できない状態となった。また、つまりも多く発生した。これらを改善するため、ウォータージェットシステムが追加され、フィルター類の改良が行われた。1986.4月には、改良作業により、真空吸引システムによるデブリ回収速度は、約1.36kg/分まで向上したが、後述する冷却水の濁り発生などのため、以降は真空吸引システムは使用されなかった。
- 1986.2月: 冷却水の濁りが悪化し、実質的に透明度ゼロとなった。ブラインド作業で、デブリ回収が継続された。
- 1986.4月: ブラインド作業で回収可能な上部ルースデブリははぼ回収終了した。
- 1986.4月: 下部プレナム調査の結果と上部ルースデブリ回収で蓄積された知見に基づいて、LCSA解体・撤去と下部プレナムデブリ回収の計画改定が行われた。下部プレナム領域に、大型の瓦礫デブリが堆積していると推定されることから、LCSAの中央部分を切断・解体・撤去する必要があることが示された。あわせて、炉心支持構造物からのデブリ取り出しワーキングチームが設置され、プラズマアーク、サーミックロッド、AWJなどの切断方式について検討が開始された。
- 1986.5月: デブリ取り出しをいったん中断し、水質改善作業が行われた。殺生物剤(過酸化水素)投入、フィルターの交換、圧力容器内壁の洗浄、微生物の養分となっていた長尺ツール油圧媒体の無機物質への交換、などが行われた。これらにより、透明度が若干改善した。
- 1986.5月: アークプラズマ方式を主とする、LCSA解体・撤去システムの設計要件が公表された。
- 1986.6月: LCSA解体・撤去システム開発の入札が実施され、Power Cutting Inc. (PCI社)がプラズマトーチと水中でのプラズマアーク切断システムの開発担当、Ocean Systems Engineering(OSE社)がマニピュレータシステムと切断物の吊り上げ回収システムの開発機関として選定された。並行して、LCSA内部の堆積デブリと下部プレナム堆積デブリはルースでフラッシングや破砕が容易であるとの仮定に基づいて、EG&G社により、コアボーリングマシン(CBM)によるLCSA開口部構築作業に向けた設計が開始された。#当初は、LCSAの上部層を切断・解体・撤去し、CBMでLCSAの下部層に開口部を設けて、真空吸引ノズルとフラッシングツールを挿入して、ルースデブリを回収するプランであった。
- 1986.6月: コアボーリング位置周辺の整理、残留していた瓦礫状や粒子状デブリの回収が行われた。
- 1986.7月: コアボーリング調査が行われた。併せて、LCSA内部や下部プレナム中央部のデブリ堆積状態がビデオ調査された。調査結果から、以下が確認された。
- 炉心部の溶融・凝固層は打撃チゼルやボーリング装置で破砕可能
- 炉心部の瓦礫デブリを回収した後に、切り株燃料集合体を引き抜く作業が必要(集合体上部からの吊り上げ、あるいは下部からの引き抜き)
- LCSA内部の堆積デブリは少なく、LCSAの本来構造は維持。したがって、下部プレナムアクセスのための開口部を構築する必要あり(LCSA中央部の切断・解体)
- 下部プレナム中央部のデブリはルースで、真空吸引システムが利用できる可能性
- 1986.8月: コアボーリングマシンがいったん撤去され、打撃チゼル、パーティングウェッジ、トングなどで、溶融・凝固層の破砕作業が行われたが、うまくいかなかった。そこで、ボーリング先端ビットを固体タイプに交換し、ボーリング装置で掘削する方式に変更された。
- 1986.9月: コアボーリング装置を再設置、デブリ破砕作業の障害となる崩落していた上部端栓などが、Pick-and-place方式で回収された。いくつかの端栓は融着しており、Fuel収納缶に入らなかったため、遮蔽付きドラム缶にホウ酸水を満たして回収し、原子炉建屋内に一時貯蔵された。
- 1986.10月: コアボーリング19本のテスト掘削が実施された。破砕された瓦礫デブリはトングツールなどで収納缶に回収できることが確認された。
- 1986.11月: 409本の本掘削が行われた(前述、図40[15])。炉心中央の約1.4m半径で、深さ数10cmから1.5mほどの範囲が掘削、デブリ破砕された。炉心外周部の約40cm幅の部分にはボーリングビットの先端が届かず、掘削は行われなかった。デブリ破砕作業後に、ビデオ観察とTopography調査が行われた(透明度<10cm)。破砕されたデブリの一部が、切り株燃料の隙間から下方に崩落したことが確認された。トングツールにより、瓦礫状デブリの回収が行われたが、水質改善が優先されることとなった。
- 1986.12月: 水質が改善され、デブリの堆積状態が確認された。デブリ破砕作業は完全ではなく、回収できないサイズの大型デブリが残留し、損傷したドリルビットなどの部品も散乱していた。馬蹄形リング構造から崩落したと考えられる凝集デブリも観測された。炉心周辺には、馬蹄形リング構造と周辺燃料集合体が残留していた。損傷したドリルストリングなどは収納缶に回収された。破砕デブリの一部はPick-and-placeで回収されたが、吊り上げられない大型瓦礫の回収方法の開発が必要とされた。


1987年内の作業
- 1987.1月: 長尺ツール(グリッパー、スクーパー、ディガーなど、表3[20])で、破砕された炉心部の溶融・凝固デブリが回収された。さらに、Fuel収納缶に直接入らない大型デブリ瓦礫については、漏斗ツールと空圧チゼルが開発された。漏斗ツールを収納缶の上に取付、Pick-and-placeした大型デブリをその中で打撃破砕し、収納缶に装荷した。
- 1987.1月: 並行して、切り株燃料集合体に対するPick-and-placeアプローチが開始された。集合体下部に、Fuel Assembly Puller(2個の爪で下部格子グリッドから下部端栓を引き抜くツール、概念図46(左)[20])を取り付けて引き抜く方式が検討された。そのために、下部格子グリッドから、破損燃料棒やルースデブリを除去する必要があった。また、炉心部デブリのPick-and-place作業で、デブリが下部格子グリッドに崩落するのを防止する必要があった。
- 1987.2~3月: 炉心部瓦礫デブリの回収がほぼ終了し、炉心西側の切り株燃料集合体(比較的残留長が大きい領域)の回収作業が開始された。切り株燃料の上部1~1.7mの範囲が、クランプツール、しばりつけツール、切断ツールなどで撤去・切断された(表3[20])。当初は、上部端栓を把持して引き抜き作業が行われたが、上部端栓だけが脱落し、燃料集合体の上部が残留したため、これらのツールによる作業が行われた。
- 1987.3月: A6集合体を、ほぼ無傷で完全に引き抜くことに成功した。これにより、下部格子グリッドに直接アクセスできる開口部が形成された。さらに、隣接するA7,B6集合体が引き抜かれた。
- 1987.6月: 具体的な引き抜き手順を検討するためのDTAG(Defueling Tooling Advisory Group)が設置された。DTAGにより、切り株燃料の取り出し手順と使用するツール、さらに、装置の改良について提案が行われ、以降は、切り株燃料集合体の取り出しが加速化された。DTAGの提案に基づいて、Fuel Assembly Pullerが設計製作された(#詳細図面は公開されていない)。Pullerにより、集合体の下部が下部格子グリッドから外されると、次に、集合体を吊り上げてFuel収納缶に装荷するツールが必要となった。当初は、Debris Digger、Pole Snarer(図46(右)[20]、図47(左)[20])が用いられた。Diggerは集合体上部を挟み付けて吊り上げる方式、Snarerは集合体上部にリングをひっかけて吊り上げる方式であった。しかし、これらのツールでは、集合体がしばしば脱落するケースがあった。
- 1987.8月: DTAGの提案により、改良型のPullerが導入された。下部格子から外れた燃料集合体を把持する際に、その上部にスパイクを打ち込むことで落下しにくくするという工夫がなされた(図47(右)[20])。さらに、改良された集合体ハンドリングツールでは、吊り上げた集合体の側面がサポートされるように工夫された
- 1987.12月: 1体を残して、切り株燃料集合体が回収された。回収ペースは、3月2体、4月1体(#最初に下部格子から外された3体)、5月9体、6月22体(#DTAGの指示により加速化)、7月25体、8月34体(#改良ツールの投入により、さらに加速化)、9月39体、10月33体、11月10体、12月1体、となった。最後の一帯はR6集合体であり、これはLCSAに融着していたため、LCSA解体時まで回収が延期されることとされた。
- 1987年末: 切り株燃料の引き抜きにともなって、炉心周辺に残留していた馬蹄形リング構造の凝集物デブリが破砕され、一部は下部プレナムに崩落、一部は切り株燃料に付着して収納缶に回収された。1987年中に、燃料物質の66.4%が回収された。
- 1987年内: 一方で、UCSAを含む、CSAの解体計画、および、下部プレナムデブリの回収計画の具体化が進捗した。
UCSA解体計画、コアフォーマ領域からのデブリ回収計画
- UCSAは容器槽内にあり、熱遮蔽体にボルト止め、さらに、LCSAを吊り上げ保持する構造物である。容器槽はSS製のシリンダー構造(厚さ2インチ)で、その内側に、8枚の水平コアフォーマープレートと36枚のバッフルプレートが取り付けられている。
- コアフォーマ領域からのデブリ取り出しの大きな課題は、バッフル板の裏側にどうやってアクセスするかであった。
- バッフル板のタイプは2種類で、集合体5個分の幅を持つ幅広プレートが炉心サイドに各1枚、炉心の角用にステップ構造をもつプレートが各1枚(合計8枚)装荷されている。
- 初期案として、以下のアプローチが提案された。
- 幅広プレートをプラズマアークで縦方向全長に切断(接続ボルトの外側)、次に水平方向に切断(ボルト列の上下ラインで、縦方向切断位置まで)する。これにより、幅広プレートに開口部が形成される。
- 角プレートは単純切断で4つに解体する。角プレートに隣接している幅広プレートを縦方向に切断することで、角プレートは、バッフル板に接続している角ボルトを外さなくても撤去可能となる。
- これらの方法で切断解体すれば、ボルト1476本の内、576本をはずせば、コアフォーマへのアクセスが可能となる。
- バッフル板撤去後のデブリ回収については、コアフォーマ堆積デブリは、打撃処理での破砕やフラッシング可能と予想された。そこで、以下のデブリ回収技術が必要とされた。
- バッフルフローホールやボルト周辺の固着デブリ
- バッフルプレート最下部の堆積デブリ(下部格子グリッドとの接合部)、プラズマアークで切断
- コアフォーマプレート上、バッフルプレート上、コアバレルの内側の固着デブリのかきとり除去
- 水平面からのルースデブリのフラッシング、容器槽と熱遮蔽の間の円環領域からのデブリフラッシング
- これらの作業に必要となる複数種類のツールの設計検討が開始された。
LCSA解体計画、LCSA内堆積デブリの回収計画
- これまでの調査により、LCSAに大きな損傷なし。コアボーリング時点では、堆積デブリの物量が少ないと判断された。したがって、初期案として、LCSA中央部の46インチ角(116cm角)の範囲を、アークプラズマ切断装置で漏斗型に切断撤去することが提案された。
- しかし、炉心部でのデブリ掘削作業を経た後での新たなビデオ調査では、LCSAプレート間に多くのデブリが堆積していることが観測された。従って、アークプラズマ切断装置での開口部サイズを大きくする必要が発生した。この際のアークプラズマ切断回数は2000回以上と見積られ、これは、LCSAの強度に影響する可能性が懸念された。
- 従って、アークプラズマ切断装置とコアボーリング装置との併用による改良案が志向された(アークプラズマでの水平面の直線切断、ボーリング装置での軸方向構造物周辺の円形切断)。
- さらに、5層構造のLCSAを一枚ずつ解体し、堆積デブリを回収する方式が採用されることとなった。
下部プレナムデブリの回収
- これまでの内部調査結果に基づき、下部プレナムデブリの物量予測が行われた。真空吸引可能デブリ:約11トン、真空吸引不可のルースデブリ:約9トン、溶融・凝固デブリ(下部プレナムハードデブリ):約5トン、炉心部から移行した燃料棒など:約500kg
- これらの回収には、Pick and place方式、真空吸引システム、エアリフト、岩石デブリの破砕ツールなどが必要とされた。
- 1988年に、下部プレナムからのデブリ回収に適切なツールが導入されることとなった。さらに、これらのツールは、下部ヘッドモックアップ装置で機能確認する必要性が指摘された。
1988年内の作業
- LCSA内部と下部プレナム堆積デブリ回収のため、LCSA中央部の第1層から第4層までの解体・切断・撤去作業が進められた。図41に、LCSAの5層構造と、軸方向の構造物(インコアモニター案内管、支持ポスト)を示す(前述)[22]。
- 1987年末 LCSA切断・解体の準備開始。モックアップ試験。作業中の作業員被ばく評価。回収した切断ピースの貯蔵場所として、Core Flood Tank-Aを選定(#デブリ取り出し作業エリアから距離があり、かつ、内部を水没させて遮蔽可能)。CFT-Aに冷却水循環システムとフィルター、および、支持構造物取付。CFT-Aと圧力容器の連結配管を切断、閉塞。並行して、コアボーリングマシン(CBM)とプラズマアーク切断システム(ACES)の具体的な作業組み合わせ方法を検討。
- 1988.1月: CBMにより、第1層スパイダー部分の切断(インコア案内管52本の周辺)が完了した。#CBMでの貫通作業での課題は、最初にクリーンな掘削表面を露出させることであった。
- 1988.2月: CBMにより、炉心周辺部のインコア案内管15本(ガセットなし)のうち、12本では第4層まで貫通(#第5層まで貫通を計画したが堆積デブリによる妨害で断念)、3本(R7など)ではデブリ固着のため掘削を断念。金属チップは、計画では下部プレナムに落とす予定であったが、できるだけ吸引して回収された。さらに、インコア案内管の上部では、計装ラインをAbrasive sawで切断し、デブリ侵入防止のはめ殺しナットが取り付けられた。
- 1988.3~4月: CBMをいったん撤去、代わりに中型エアリフト(midi Airlift)を設置して、粒子状デブリの除去作業を実施、約160kgのデブリがFuel収納缶に回収された。さらに、CBMが再設置され、支持ポスト48本の周辺掘削作業が行われた。#外周部での金属チップ発生が予想以上に多かったため、16本のうち、14本で第3層までの掘削は実施されなかった。掘削作業中にLCSA中央部がたわむのを防止するため、支持ブロック3個が投入された。さらに、CBMで、第1層に対して16か所の追加掘削を行うことで、第1層は大きな1個のピースと小さな12個のピースに分割された(#第1層については、結局、ACESは使用されなかった)。#CBMのガイドプレートが作業後に高線量になっており、一時撤去・貯蔵作業の課題となった。#ブラインドでの位置決めは困難であり、以降は、CBMやACESでの切断位置の近くにビデオを設置して、作業を監視することとなった。
- 1988.4月: 切断した第1層13ピースを、Core Flood Tank-Aに遠隔移送、貯蔵された。撤去前に、各切断ピースのビデオ観察と線量測定、デブリフラッシングが行われた。
- 1988.5~6月: LCSAの上に、ACESのX-Yブリッジ設置し、プラズマトーチのテスト。トーチのオンオフ制御トラブル、チップの寿命安定せず、いったんACESを撤去し再調整することになった。ACES再調整中に、LCSAの隙間に堆積しているデブリを、Pick-and-Placeで回収(#グリッパーやディガー使用し、Fuel収納缶3体分)。ACESを再投入し、第1層の炉心周辺部の残留部のトリミング作業を実施(合計74か所)、切断くずはFuel収納缶に回収。
- 1988.7~8月: ACESをいったん撤去し、トリミングされたLCSA第1層の切断ピースがFuel収納缶に回収された。その後、ACESを再投入し、第2層の切断作業で4枚のπ型ピースを切り出し、ブラシ掛けとフラッシングでデブリ除去、Core Flood Tankに遠隔移送で貯蔵された。
- 1988.9~11月: ACESをいったん撤去、LCSAの状態がビデオ調査で確認された。この時点では、支持ポストやインコア案内管は、第3層から突き出して残留していた。フローホール内に詰まっていたデブリが、Vise Grip Plierとエアリフトで除去された。ACESを再投入し、インコアモニター案内管の突出部分38本と支持ポストの突出部分28本が切断され、Fuel収納缶に回収された。さらに、59か所で第3層が切断され、4体の切断ピースごとに吊り上げられ、ブラシとフラッシングでデブリ除去後に、撤去回収された。
- 1988.11~12月: ミニエアリフトで、第4層表面の堆積デブリ回収とクリーニングが実施された(#Fuel収納缶2個分のデブリ回収)。さらに、真空吸引システムで、第4層と第5層の間に堆積していたデブリ回収の試みが行われた(#余っていたKnockout収納缶の有効利用のため)。#しかし、Knockout収納缶のつまりが何度も発生し、回収量は68kgにとどまった。結局、エアリフトに切り替え。第4層の中央部分から、4パーツが切断回収され、油圧回転ブラシでクリーニング後に、Core Flood Tankに遠隔移送された。第4層解体と並行して、R7部分の溶融凝固デブリがAWJで破砕除去された。第4層撤去後に、LCSA残留状態がビデオ調査され、3Dマップが作成された。
- 下部プレナムからのデブリ回収計画とUCSAの解体とデブリ取り出し計画が、それぞれ完成し、許認可がなされた。
下部プレナムデブリの取り出し計画
- 3段階で実施
- ルースデブリを、エアリフトあるいは真空吸引システムで回収
- 真空吸引できない瓦礫デブリは、Pick-and-place工法で回収
- 大型デブリは、スライドハンマーで破砕してから回収
- デブリ回収は、LCSA中央の開口部から実施
- 下部プレナム用のモックアップ試験環境を準備
UCSA解体とデブリ取り出し計画
- 以下の工法を組み合わせる
- ACESで、バッフル板の全長を縦切り(8か所)
- 油圧打撃レンチで取付ボルト除去し、バッフル板とコアフォーマ板の接続解除
- バッフル板を数枚除去し、コアフォーマへのアクセスを確保
- レンチで撤去できない取付ボルトは、CBMを利用して撤去
- 1988年内に、必要ツールの設計・製作・機能確認試験実施
- ACESでボルト撤去の予備試験実施(5本成功、4本失敗)。開口部のクリーンアップが必要と判断。
1989年の作業
- LCSAの第4層と第5層の解体・撤去、下部プレナムデブリの回収、UCSAのバッフル板の解体・撤去、コアフォーマ領域からのデブリ回収が進められ、炉心デブリの99.7%が回収された。圧力容器内の最終クリーンアップが行われた(#最終検査は1990年1月に実施)。
- 1989.1月: 中型エアリフトで、第4上の堆積デブリが回収された。併せて、真空吸引システムで微粒子デブリが回収された。LCSA第4層切断ピースのデブリ除去と取り出しが行われた。
- 1989.2~4月: ACESをいったん撤去し、LCSA第5層上の堆積デブリのPick-and-placeと中型エアリフトでの回収作業が行われた。再度ACESを投入し、第5層に対して104回の切断で、中央部分が26分割された。これにより、中央部分に約254cm角の開口部が形成された(LCSA解体・撤去作業終了)。
- 1989.5月~: デブリディガー、デブリグリッパー、真空吸引システム、中型エアリフトを用いて、下部プレナムルースデブリの回収が行われた。エアリフト操作により水質が悪化し、微粒子デブリが多く残留したため、真空吸引システムが併用された(#Knockout収納缶のつまりが多く発生したが、微粒子デブリのフィルターとしては稼働)。スライドハンマーで、下部プレナムハードデブリを打撃破砕(#168kg重量のハンマーを1.8~3.7m落下させて打撃)。これにより、ハードデブリの約80%が破砕後に回収された。下部プレナム中央の30~60cm径で厚さ20cmのハードデブリには、打撃がうまく加わらず、破砕に時間がかかった。デブリがほぼ取り出し終了した時点d根、下部ヘッドののビデオ調査が実施された。インコアモニター案内管52個のうち、8個が大きく損傷し、20個に若干の損傷が見られた。うち、2個では、本来の案内管が溶け落ち、数cm長さしか残留していなかった。下部ヘッド内面のブラシ掛けの後、大きく損傷した案内管周辺のビデオ調査が行われ、ヘッド内面にクラックがあることが観測された(#クラック厚さは、表面のライナー層内にとどまっていた)。
- 1989年下期: 図48にバッフル板撤去した後のコアフォーマ領域の模式図を示す[23]。以下の手順で、UCSA解体とデブリ取り出しが行われた。
- バッフル板を縦方向に8か所で切断(プラズマトーチ、手動マニピュレータ使用)
- 864本のコアフォーマへの取付ボルト撤去(油圧レンチ、ドリル使用)
- 2本のクランプを切り出した8分割のバッフル板の上部にそれぞれとりつけて、コアフォーマプレートから分離、さらに、表裏面をフラッシング
- コアフォーマ領域に堆積していたデブリかき落とし(ウォータージェット使用)、さらに、崩落した粒子デブリを真空吸引、大きな粒子は機械的に打撃して分離
- この作業を8分割区画で繰り返し、いったんデブリ吸引した領域にデブリが再度移行しないように、防護プレート取り付け
- 下部プレナムに崩落した残留デブリを最後に回収(中型エアリフト、真空吸引システム利用)
- 1988.12月: 炉心部の内壁を上から下に向けてフラッシング、付着デブリの研磨。
-
![図48(a) LCSA切断解体時点でのRPV内模式図 [23]](/wiki/nsfr_img_auth.php/thumb/d/d5/LCSA%E8%A7%A3%E4%BD%93_32.png/372px-LCSA%E8%A7%A3%E4%BD%93_32.png) 図48(a) LCSA切断解体時点でのRPV内模式図 [23]
図48(a) LCSA切断解体時点でのRPV内模式図 [23] -
![図48(b) コアフォーマプレート上へのデブリ堆積の模式図 [23]](/wiki/nsfr_img_auth.php/thumb/e/ec/LCSA%E8%A7%A3%E4%BD%93_33.png/400px-LCSA%E8%A7%A3%E4%BD%93_33.png) 図48(b) コアフォーマプレート上へのデブリ堆積の模式図 [23]
図48(b) コアフォーマプレート上へのデブリ堆積の模式図 [23] -
![図48(c) バッフルプレート撤去後のコアフォーマ領域の模式図 [23]](/wiki/nsfr_img_auth.php/thumb/c/c8/LCSA%E8%A7%A3%E4%BD%93_34.png/397px-LCSA%E8%A7%A3%E4%BD%93_34.png) 図48(c) バッフルプレート撤去後のコアフォーマ領域の模式図 [23]
図48(c) バッフルプレート撤去後のコアフォーマ領域の模式図 [23]
![図48(a) LCSA切断解体時点でのRPV内模式図 [23]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:LCSA%E8%A7%A3%E4%BD%93_32.png)
![図48(b) コアフォーマプレート上へのデブリ堆積の模式図 [23]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:LCSA%E8%A7%A3%E4%BD%93_33.png)
![図48(c) バッフルプレート撤去後のコアフォーマ領域の模式図 [23]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:LCSA%E8%A7%A3%E4%BD%93_34.png)
参考:下部プレナム調査
参考:破損燃料集合体の回収
参考:DOE年次レポートの概要(炉心部からのデブリ回収、LCSA解体計画、1986年レポート)
参考:DOE年次レポートの概要(LCSA解体作業、1987年レポート)
長尺ツール
表3に、炉心部デブリの破砕作業以降に用いられたデブリ回収ツールの一覧を示す[20]。取り出し初期の上部ルースデブリ回収に用いられた長尺ツールのうち、重量物シャーリング、スペードバケツ、油圧クランプリフター、などが継続的に用いられた。さらに、瓦礫デブリをすくいとるためのデブリディガーが新たに投入された(前述、図42(中)[20])。コアボーリング装置によるデブリ破砕作業は不十分だったため、大型のデブリ瓦礫が残留していた。これらについては、Fuel収納缶の上に、デブリ漏斗ツールを設置し、デブリディガーでその上に大型デブリを載せ、空圧チゼルで破砕して回収する方法が採用された。
切り株燃料集合体の回収には、油圧クランプリフター、燃料集合体プラー、ポールスネアラー、デブリディガーなどが用いられた。切り株燃料集合体の上部を引っ張ると、上部端栓だけが脱落したため、燃料集合体の上に突き出していた部分は、シャーリングやクランプツールで切断回収された。
その後、A6集合体が、デブリディガーによりほぼ無傷で引き抜けたため、下部格子グリッドまで到達できるアクセスが構築された。その開口部を利用して燃料集合体プラーが吊り降ろされ、隣接する集合体を下部格子グリッドから引き抜く作業が行われた。切り株燃料集合体の回収作業の途中で、スパイク付きの改良プラーが導入された。これと、ハンドリングツールの組み合わせで、切り株燃料集合体の回収が進められた。この作業で発生した粒子デブリについては、ミニエアリフトが導入され、そこに取り付けられたエアリフトローダー内に回収されたデブリがそのまま収納缶に収められた。エアリフトの詳細は、次の項で説明する。
| ツール/コンポネント | 英語名 | 用途 |
|---|---|---|
| 1987年の作業で使用 | ||
| 重量物シャーリング | Heavy-duty shear | 燃料集合体バンドルの一部断面を切断。初期に用いられたツールと同様(前述、図25[2])。 |
| スペードバケツ | Spade bucket | ルースデブリ、小型瓦礫デブリ、破損燃料棒破片の回収・引き上げと収納缶への装荷。初期に用いられたツールと同様(前述、図24(左)[2]) |
| デブリディガー | Core debris digger | ルースデブリや小型瓦礫デブリの回収・すくい上げ、切り株燃料の吊り上げ。後期に新たに投入(前述、図46(中)[20])。 |
| 空圧チゼル | Air chisel | 重量物用漏斗の上に載せた大型デブリを破砕し、収納缶内へ装荷。溶融・凝固層の破砕用に開発(前述、図36(左)[2]) |
| デブリ漏斗 | Debris funnel | Fuel収納缶の上に設置し、大型瓦礫を空圧チゼルで破砕する作業の受け皿となった(前述、図30(右)[2])。 |
| 油圧クランプリフター | Hydraulic clamp lifter | 切り株燃料集合体の上部を油圧クランプで締め付け、下部格子グリッドから引き抜く(前述、図46(右)[2])。 |
| 燃料集合体プラー | Fuel assembly puller | 燃料集合体の下部を下部格子グリッドから引き抜く(前述、概念図46(左)[20])。 |
| ポールスネアラー | Pole snarer | 切り株燃料集合体の上部をリングでひっかけ、吊り上げる(前述、図47(左)[20])。 |
| スパイク付きの燃料集合体プラー | Fuel assembly puller with spike | 燃料集合体の下部を下部格子グリッドから引き抜き・吊り上げ、さらに、燃料集合体ハンドリングツールによる移動の際に側面をサポート。 |
| 燃料集合体ハンドリングツール | Fuel assembly handling tool | スパイク付きの燃料集合体プラーから切り株燃料集合体を取り外し、収納缶内に挿入(前述、図47(右)[20])。 |
| エアリフトローダー | Airlift loader | エアリフトで回収された粒子デブリやルースデブリをFuel収納缶内に直接装荷(後述、図49[25])。 |
| 小型エアリフト | Mini-airlift | 初期に導入された小型タイプのエアリフト(後述、図49[25])。 |
| 1988年の作業で新たに使用 | ||
| 中型エアリフト | Midi-airlift | より大型のデブリ粒子を回収できるエアリフト(後述、図49[25]) |
| ACES(アークプラズマ切断システム) | Automated cutting equipment system | アークプラズマトーチを5軸方向に位置決めし、金属構造物を切断(後述、図51(b)[28]) |
| 切断ソー | Abrasive saw | 円形ブレードで、構造物を切断(図36(右)[2]) |
| CBM(コアボーリングマシン) | Core boring machine | 溶融・凝固デブリの破砕、軸方向構造材周辺のくりぬき切断(図38[18])。用途によって、先端ビットを交換。 |
| ボルトレンチ | Bolt torque tool | バッフル板の取付ボルト外し |
| 他に導入が検討された設備、ツール | ||
| 真空吸引システム | Vacuum defueling system | 吸引ノズル、knockout収納缶、Filter収納缶、吸引ポンプで構成されるシステム。取り出し後期でも、製作したknockout収納缶を有効利用する目的で使用された。 |
| Cavijet | Cavijet | 2タイプを設計。高圧ガスを先端から噴出させ、瓦礫デブリを巻き上げ、破砕。LCSAのホール部分などをクリーニング。 |
| MANFRED | Manipulator for reactor defueling system | 下部プレナムでのデブリ取り出し自動化システム。SWP上からの長尺ツール作業の代わりに、ロボット操縦のマニピュレータでデブリ近くで作業。
#現場投入されなかった。 |
エアリフト
エアリフトシステム(ALS: Air-lift system)の構成図と、圧力容器内での作業模式図を図49(a),(b)にそれぞれ示す[25]。Midi-airliftシステムは、下部プレナムから粒子状デブリを効率的に回収するシステムとして開発された。また、一回り小型のMini-airliftが、炉心部での粒子デブリ回収に使用された。
ALSの主要パーツは、リフト配管とガス注入部、分離チャンバー、関節式の吸引ノズル、吊り下げ軸とクリーンアウトケーシング、デブリバケツ、制御系、などで構成されている。Midi-airliftは、全長14.5m、総重量839kg、クレーンで吊り下げ保持され、位置決め後にクランプされて固定されて使用された。また、ALSは中心軸に対して非対称構造なので、分離チャンバーの横に取り付けられたバラストにより、水平位置が安定化された。
リフト配管とガス注入セクション(図49(a)の最下部)は、SS製の外径12.6cm、内径10.15cmパイプであり、その先端に関節式の吸引ノズル(約0.5m長)が取り付けられている。関節式ノズルにより、図49(b)にあるように、先端の吸入ノズルを所定の位置に持っていくことができる。リフト配管は円環になっており、内管の内部がデブリ粒子を含む水流を上昇させるリフト配管となっており、外側の円環部分を通じてSWP上のジャンクションボックスからガスが供給される(#ガス供給位置は、関節式ノズルの先端ではないことに留意)。エア注入部に設けられた微細ホールを通じて、ガスバブルがリフト配管内に供給される。バブルと液相水の混合物の比重は、周辺の稠密液相水より小さいため、リフト配管内には気液混合物の上昇流が発生する。これにともない、関節式ノズルの先端から周囲の稠密液相水がデブリ粒子を巻き込みながらリフト配管内に流入する。ガスを連続的に供給することで、連続的な吸入流れが発生する。リフト配管内の流速が、水中を落下するデブリ粒子の沈降速度以上であれば、デブリ粒子は正味上方に輸送されることになれる(Stokesの法則により、25.3mm径のUO2球形粒子、比重10.4g/cc、の沈降速度を計算すると、2.8m/sとなる。これ以上の上昇流速があれば、デブリは実質的に上方に移動する)。
エアリフトの運転パラメータはガスの供給量(#上昇流速)となる。リフト配管内で、気液混合流によるエアリフトフローを形成するには、流体内のガス最小体積というパラメータが重要である。この値よりガス体積の割合が大きければ、上昇流が発生する。ガス体積のピーク値という制限条件があり、その値までは、上昇流の速度は増加する。ところが、ピーク値以上にガス体積が大きくなると、むしろ気泡の凝集が促進されるようになり、ほぼ液相だけからなるスラグ流が発生し始めるため、上昇効率が大幅に低下する。TMI-2のALSでは、気泡の凝集を防止するために、円環状のリフト配管を設け、そのガス注入部の周囲に12個の1cm径のホールを設けてバブルが供給されるように設計された。
ガスバブルフローの制御因子は、文献Encyclopedia of Fluid Mechanicsに基づいて計算された[26]。しかし、この文献には、気液フローの排出位置が、周囲の液相水位より低い場合の流動特性については記載がなかった(#TMI-2のケースでは、遮蔽のため、フローの終端は、水位表面より3m下に設置する必要があった)。設計条件として、リフト配管が完全に水没する条件で評価を行った。解析の結果、この条件はむしろ気液2相流を上昇させやすいことが明らかになった。リフト配管先端へのガス注入速度と圧力は、それぞれ、2774L/分、98.5kPaと設定された。この供給ガスは、SWP上にあるジャンクションボックス(J-Box、図参照)で調整された。このガスを供給することで、リフト配管内での設計上の上昇流は、3.96m/s、1480L/分となった。
ALSの中央部分には、2つのチャンバーからなるセパレータアッセンブリが配置された。2つのチャンバーは流路サイズが異なっており、バッフル板で仕切られていた(図49(c)[25])。リフト配管内を上昇してくる気液粒子の3相流は、高流速用のチャンバー(チャンバー1、断面積539cm2)内で、流速3.1m/sまで低下する。この流速になると、微小バブルの連結が促進され、バブル連結しながらチャンバーの上部にフローが到達する。チャンバー上部には、ガスバブルドームが形成される。ドームが拡大すると、ガス相は、チャンバー側面のホールから放出される。解析と機能確認試験により、この側面ホールの位置が最適化され、ガスバブルドームのサイズが一定に保たれるように設計された。これにより、3相流がドームにぶつかると液相とデブリが分離し、デブリ粒子は沈降開始する。沈降したデブリ粒子と液相は、低速チャンバー(チャンバー2、断面積1532cm2)に移行すると、流速0.45m/sまで低下する。解析上は、600μm径以上のUO2粒子が水相中で正味の重力沈降する。デブリ粒子は、デブリバケツ内に堆積し、液相水と微粒子は圧力容器内に還流される。
デブリバケツは、Fuel収納缶にそのまま装荷できるユニバーサルタイプが使用された。デブリバケツハンドリングツールで、セパレータの下に取り付けられ、回収されたデブリ重量はリフト配管のstem(二重管の外側)に取り付けられたロードセルで測定された。満載になったデブリバケツは、カルーセルに移動し、Fuel収納缶内に装荷された。
リフト配管の先端には、関節式の吸引ノズルが取り付けられ、油圧で垂直から20度まで可変となっていた。これで、LCSA内のフローホールに堆積していたデブリにもアクセス可能となった。ノズルの径方向の回転は、stemごと回転することで行われた。この際、リフト配管や分離チャンバーとは、カップリングで独立に動作できるように設計された。セパレータチャンバーとstem及びリフト配管も独立で稼働するように設計され、内側のリフト配管を上下することで、セパレータ下部のつまり除去ができるように設計された。
セパレータの外側には、空気を充填したバラストチューブが7個取り付けられた。セパレーターの形状が非対称だったため、バラストにより反力を提供し、ALS をほぼ垂直に吊り下げることができた。
リフト配管の中央には、軸アッセンブリ(4.5インチ外径のSS棒)が配置され、ALSの重量保持と、各パーツの位置関係の保持が行われた。
INELで、ALSのフルスケール模擬試験が行われた(#10.6m水深、1.8m径の水タンク使用)。模擬デブリとして、鉛削りくず、2.5cm径の鉛ブロック、1cm径SS配管の2~5cmの切断片、などが用いられた。投入時点では、重心が偏心し、センターラインは垂直から5度傾いていたが、バラスト制御により0.5度以内に調整できた。モックアップ試験により、吸引ノズル先端をデブリから約6cmの位置に配置することで、デブリ吸引が可能で、吸引開始後約2秒でセパレータに粒子が到達することが確認された。リフト配管の径方向位置を変更することなく、モックアップ装置底部の約1m径の範囲のデブリを吸引することができ、吸引速度は230kg/分と評価された。これらの結果は、当初の想定を上回る良好なものであった。デブリバケツは約1分の運転で万歳になった。また、ガスバブルドームと水層の海面にスクリーンを置くとより高い効率が達成できることが分かったが、実機には反映されなかった。この高効率は、リフト配管の排出部が推進4mにあったことで、エアリフト効果がより効率化したためと考えられた。
-
![図49(a) エアリフトシステム(ALS)の構成図 [25]](/wiki/nsfr_img_auth.php/thumb/2/21/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_45.png/369px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_45.png) 図49(a) エアリフトシステム(ALS)の構成図 [25]
図49(a) エアリフトシステム(ALS)の構成図 [25] -
![図49(b) エアリフトシステム(ALS)の使用模式図 [25]](/wiki/nsfr_img_auth.php/thumb/7/7a/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_46.png/325px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_46.png) 図49(b) エアリフトシステム(ALS)の使用模式図 [25]
図49(b) エアリフトシステム(ALS)の使用模式図 [25] -
![図49(c) エアリフト効果の概念図 [25]](/wiki/nsfr_img_auth.php/thumb/e/e3/%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_47.png/400px-%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_47.png) 図49(c) エアリフト効果の概念図 [25]
図49(c) エアリフト効果の概念図 [25]
![図49(a) エアリフトシステム(ALS)の構成図 [25]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_45.png)
![図49(b) エアリフトシステム(ALS)の使用模式図 [25]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_46.png)
![図49(c) エアリフト効果の概念図 [25]](/wiki/index.php?title=%E3%83%95%E3%82%A1%E3%82%A4%E3%83%AB:%E5%B7%A5%E6%B3%95%E3%83%84%E3%83%BC%E3%83%AB_47.png)

プラズマアーク切断システム[参考文献27]


炉心下部構造物(LCSA: Lower Core Support Assembly)や炉心上部構造物(UCSA: Upper Core Support Assembly)の切断/解体に用いられた、プラズマアークトーチと自動化切断システム(ACES: Automated Cutting Equipment System)の模式図を図50に示す[27]。プラズマアーク切断法は、他の様々な切断方法(ウォータージェット、シャーリング、アークソー、酸素燃焼、超音波破断、レーザー切断など)の中から選定された。圧力容器ヘッドから約10.7m下のLCSAの上部に組み立てられ、5軸構造を有している。XY軸方向にはキャリッジとトロリーによりトーチつーつを移動することができる。マニピュレータでZ軸方向に移動可能である。マニピュレータの先端には、空圧グリッパーが取り付けられており、Z軸回りを360度回転できるA軸と、Z軸に対して最大で90度傾斜させることができるB軸を有している。グリッパーは3タイプのプラズマトーチとend effectorを保持することができる。
LCSAの断面模式図は、前述の図41に示している[22]。実際の切断作業に向けて、3D図面が制作された[28]。図51(a)に、作図されたLCSAと圧力容器下部の3D図面を示す[28]。LCSAは水平面には5層構造を有しており、軸方向には5層構造を支持する支持ポストや、5層構造の内部にインコアモニターを貫通させる案内管などが取り付けられている。また、インコア案内管の周囲には、これを支持するスパイダー構造がある。これらの複雑な構造物を切断する必要があった。また、切断くずが大量に発生することや、冷却水中にホウ酸5000ppmと苛性ソーダ1200ppmが含有され、若干の電導性があること、高線量環境であること、などが大きな課題となった。
プラズマアーク切断トーチ(PAC: Plasma Arc Cutting)は、電気電導性のある物質を切断することができる。先端トーチ内に約10000~28000℃の窒素ガスプラズマを発生させ、タングステン電極と銅製のノズルの間でパイロットアークを発生させた後、トーチの先端部分と切断対象物の間でアークを飛ばして、対象物を高温溶融させ、これを吹き飛ばすことによって切断を行う。当時は、水中での使用例はなかった。
複雑なLCSA構造を切断するために、4種類のトーチが設計された(90度向きのトーチ(大型、小型)、180度向きトーチ、反転180度向きトーチ)。切断作業では、まず、着火位置(Main Arc Transfer)に向けてアークを着火させた後、切断位置にアークを移動して行われた。切断深さに応じて、自動で電圧制御しつつ切断が行われた。5.1cmより深い部分では、180Vの電圧で、17.8~20.3cm/分の切断速度が得られた。それ以下の深さでは、140Vの電圧で、約30.5cm/分の切断速度が得られた。UCSAについては、厚さが1.9cmであり、90~100Vの電圧で、30.5cm/分の切断速度が得られた。コアフォーマプレートとの接触位置近くでは、切断速度を低下して作業された。図51(b)に、LCSAの上で動作しているACESの3D図を示す[28]。
プラズマアーク切断機では、トーチの焼け付きの他に、電気系統、シール、などのトラブルが発生した。およそ10回の切断に1回の割合でトーチが焼け付き、交換が必要となった。これは、ホウ酸水の電導性がよいために発生した。焼き付きのたびに、マニピュレータごとSWPまで引き上げ、トーチを交換/整備する必要があった。電流制御にも課題が発生し、しばしば1000Aを超える過電流が通電された。1988.7月にプラズマ切断の信頼性タスクフォースが摂津され、様々な対策が検討された。現場での試行錯誤により、最終的には450~860A範囲で安定された。Oリングシールのグリースの塗りすぎも問題となり、作業員の教育が行われた。構造物に燃料デブリが固着している個所では、プラズマアークでの切断は困難であり、クリーニング作業が必要だった。トーチの振動や汚染も課題となった。また、アーク溶融による切断の副生成物として、核燃料物質の蒸発、Kr-85の放出、CO発生、水素発生、NOx発生、Niカルボニール蒸発等が課題となった。特に窒素酸化物が多く発生しその処理が重要課題となった。これらのうち、Kr-85以外は、SWPに取り付けたオフガス処理系で回収された。凝縮性成分は、オフガス処理系で回収され、圧力容器内の冷却水中に戻された。Kr-85については環境に放出するオフガスをモニターする必要があった。
上述の作業手順で示したように、ACESはLCSA第1層の周辺部のトリミング作業から現場投入された。CBMで第1層の中央部分が解体された後、ACESにより一日平均5.5回の切断作業が行われた。これはおよそトーチの寿命に相当していた。デブリが付着していた部分ではアーク切断できないため、あらかじめ、クリーニング作業が行われた。次に、第2層の切断作業が行われた。第2層は比較的薄いため、切断自体は容易であったが、その裏面にデブリが多く堆積しており、逆流電流によりしばしばトラブルが発生した。第3層については、その切断前に、残留していた支持ポストの縦切りが行われた。支持ポスト内にはデブリが堆積しており、デブリを取り出しながら作業が行われた。インコア案内管にについては、第3層の直上で円環方向に切断が行われた。
第3層については、フローホールの間の靱帯部分78か所が切断され、中央部分から4個のパーツが回収された。フローホール内にデブリのつまりがある場合には、うまく切断できなかった。第4層のインコアモニター案内管については、取付ナットの上で、AWJで切断が行われた。その後で、ACESで中央部から4個のピースが回収された。第5層については、堆積デブリを除去した後、25個のピースが回収された。
これらの作業により、LCSA解体撤去は1989.3月に終了した。

図52に、UCSA下部を含む模式図を示す[27]。
コアフォーマ領域に堆積していたデブリを回収するため、ACESの先端切断トーチを90度向きにつけかえる作業が行われ、まず、バッフル板の縦切りが8か所で行われた。ACESの縦方向のアクセス性の限界により、Z軸方向に4段階高さ位置を変えて、それぞれ101.6cm長さの切断作業が行われ、それらを連結できるように15.2cmの横切が行われた。1989.4月にバッフル板の切断が完了した。
また、下部ヘッドサンプルの採集(VIPプロジェクト)には、類似のメカニズムが利用された。これは別項目でまとめる。
参考:VIP(Vessel Investigation Project)プロジェクト
改良型の真空吸引システム

真空吸引システム、初期の上部ルースデブリ取り出しの主力ツールとして開発された。しかし、以下の課題のため、あまり使用されなかった。
- 微生物繁殖により、透明度が悪化し、ノズル先端の操作に課題が発生した。
- 実際の上部ルースデブリには、破砕燃料棒や大型の瓦礫デブリが混入しており、ノズル先端が粒子デブリ部位に到達しにくかった。
- つまりが多く発生し、バックフラッシュ操作しても解決せず、作業効率が悪かった。
このうち、水質については、殺生物剤の投入などにより次第に改善した。また、つまりに対しても、フィルターの交換など対策が取られた。しかし、上部ルースデブリ回収の途中からは、このシステムはデブリ回収にはほとんど用いられなくなった。炉心部の溶融凝固層や切り株燃料集合体の回収でもほとんど使用されなった。一方で、システムのうちFilter収納缶については、冷却水の循環処理のために連続的に使用された。
LCSA以下のデブリ回収においては、改良型の真空吸引システムの使用も試みられた。これは、仕様を見込んで製作したKnockout収納缶が残留しており、その有効利用の意味も有していた。図53に、改良型の真空吸引システムの模式図を示す[25]。主な、改良点としては、
- 吸引ノズル先端近くを、モニタリングカメラで監視できるように調整
- 吸引ノズルを、途中にSS製配管を有する長尺タイプに変更(参照、図20(c)、初期のフレキシブルホース)
- ポンプを交換し、パルスフロー提供可能に変更
これにより、下部プレナムルースデブリの回収が試みられたが、あまり有効な結果は得られなかったと記載されている[20]。
CAVIJET
高圧水による洗浄、切断システムが、Tracor Hydronautics社によって製作された。これは、CAVIJETと命名された。装置の概要を図54に示す[25]。先端部がスリーブ構造になっており、2つのタイプの先端ノズルを交換して使用する形式である。図に示しているのは、デュエルノズルタイプで、真下への吹き込みノズルと角度15度のノズルが取り付けられている。もう一つのタイプは、側面に向けて噴射できるように、角度90度のノズルがとりつけられていた。
CAVIJET本体は、上下2つのパーツに分かれており、格納容器内で接続して使用された。組み立て後、SWP上から吊り降ろし、ACES用のXYブリッジの上に接続して使用された。また、回転ベアリングスリーブがついており、先端ノズルを回転させることが可能であった。
前兆約53mの高圧ホースが接続されており、約68.9MPaの高圧水を噴出できる性能であった。
MANFRED
MANFREDは、LCSA解体以降に、下部プレナム領域からデブリを取り出す遠隔システムとして開発されたが、現場では使用されなかった。
主な仕様としては、
- マニピュレータ1対(2基)を支持ポストにとりつけて、遠隔運転
- 制御コンソールを建屋の外に設置、マニピュレータ1基ごとに操作
- SWP上にバルブラックと油圧ユニットを設置
- パンチるとカメラ2基、カラービデオカメラ1基、ライト2基、を、支持ポールに取付、水平垂直に稼働
- End effectorをマニピュレータの先にとりつけ
様々な長尺ツール(軽量タイプ)が、MANFREDの操作やメンテナンス用に開発された。しかし、実際の堆積デブリの形状が複雑で操作効率が十分に上がらなかったため、マニュアル方式が採用された。
図55(b)に、開発されたMANFREDの外観写真を示す[29]。

参考文献
[1] R. Brown, US-DOE Three Mile Island Research and Development Program 1985 Annual Report, GEND-055, 1986.
[2] Bechtel North American Power Corporation, TMI-2 Defueling Tools Engineering Report, GEND-INF-073, 1986.
[3] Quick Look Inspection: Report on the Insertion of a Camera into the TMI-2 Reactor Vessel through a Leadscrew Opening, vol. 1, GEND-030, 1983.
[4] R.W. Garner, D.E. Owen, M.R. Martin, An assessment of the TMI-2 Axial Power-shaping rod dynamic test results, GEND-INF-038, 1983.
[5] D.E. Scardena, TMI-2 Technical Information and Examination Program 1983 Annual Report, GEND-039, 1984.
[6] L.S. Beller and H.L. Brown, Design and Operation of the Core Topography Data Acquisition System for TMI-2, GEND-INF-012, 1984.
[7] K. Vinjamuri, D.W. Akers, R.R. Hobbins, Examination of H8 and B8 Leadscrews from Three Mile Island Unit 2 (TMI-2), GEND-INF-052,1985.
[8] D.W. Akers, E.R. Carlson, B.A. Cook, S.A. Ploger and J.O. Carlson, TMI-2 Core Debris Grab Samples -Examination and Analysis, GEND-INF-075-PT1 and GEND-INF-075-PT2, 1986.
[9] Technical Integration Office, TMI-2 Information and Examination Program 1981 Annual Report, GEND-022, 1982.
[10] J.P. Adams, R.P. Smith, TMI-2 Lower Plenum Video Data Summary, EGG-TMI-7429, 1987.
[11] C.J. Hess, TMI-2 Technical Information and Examination Program 1984 Annual Report, GEND-049, 1985.
[12] R.F. Ryan and R. Blumberg, Lower Core Support Assembly Defueling Plans and Tools, GEND-INF-093, 1988.
[13] H. George, Control of Heavy Loads at Nuclear Power Plants: Resolution of Generic Technical Activity A-36, NUREG-0612, 1980.
[14] D.E. Falk and C.E. Swenson, TMI-2 Defueling System Design Description, GEND-INF-065, 1985.
[15] US-DOE, Three Mile Island Research and Development Program 1986 Annual Report, GEND-060, 1987.
[16] J.M. Rodabaugh and D.K. Cowser, Three Mile Island Unit 2 Core Region Defueling, Nucl. Technol. 87 (1989) 1112-1116.
[17] E.L. Tolman et al., TMI-2 Core Bore Acquisition Summary Report, EGG-TMI-7385, 1987.

[18] K.M. Croft et al., TMI-2 Core Boring Machine, EGG-M-08986, 1986.
[19] ペン州立大サイト、https://libraries.psu.edu/about/collections/three-mile-island-2-recovery-and-decontamination
[20] USDOE, Three Mile Island Research and Development Program 1987 Annual Report, GEND-063, 1988.

[21] USDOE, Three Mile Island Research and Development Program 1988 Annual Report, GEND-064, 1989.
[22] A.W. Marley, D.W. Akers and C.V. Mclsaac, Sampling and Examination Methods Used for Three Mile Island Unit 2, Nucl. Technol. 87 (1989) 845-856.
[23] USDOE, Three Mile Island Research and Development Program 1989 Annual Report, DOE/ID-10289, 1990.
[24] H.W. Kirkland et al., Drilling Operations to Remove the Lower Core Support Assembly at Three Mile Island Unit 2, Nucl. Technol. 87 (1989) 932-945.
[25] B. Burdge, TMI Defueling Project Fuel Debris Removal System, EGG-M-92038, 1992.
[26] N.P. Cheremisinof et al., Encyclopedia of Fluid Mechanics, vol. 4, Solids and Gas-Solids Flows, Gulf Publication Company, Book Division, Houston, London, Paris, Tokyo (1982).
[27] M.S. McGough et al., Performance of the Automated Cutting Equipment System During the Plasma Cutting of the Three Mile Island Unit 2 Lower Core Support Assembly, Nucl. Technol., 87 (1989) 648-659.
[28] R.D. Schauss et al., Application of Three-Dimensional Computer Solids Modeling to Three Mile Island Unit 2 Defieling Activities, Nucl. Technol. 87 (1989) 690-700.
[29] G.D. Skillman, TMI-2でのデブリ取り出しの経験、1F廃炉への教訓、NDF第7回福島第一国際フォーラム、2023年8月28日
[30] H.M. Burton and R.L. Freemerman, Reactor Disassembly Activities at Three Mile Island Unit Two, Progress in Nucl. Energy, 17 (1986) 141-174.